この取扱説明書は、Boxmat PROを操作する際のガイドとなるものです。本取扱説明書は、Boxmat PROを操作する際の手引きとなるものです。
目次
- 第1章:はじめに
- 第2章 安全衛生規則
- 第3章:テクニカル・データ
- 第4章 技術仕様
- 第5章 インストール
- 第6章 機械操作
- 第7章 HMIパネル画面の説明
- 第8章 メンテナンス
- 第9章 労働安全規則
- 第10章 電気文書
- 第11章 空気圧ドキュメンテーション
- 第12章 活用とマシン故障
- 第13章:エンクロージャー
本機に関する技術的なお問い合わせは、リゾリューション・センター(1-855-888-WELD)までお電話いただくか、Eメール(英語)でお問い合わせください。 service@weldmaster.com。
1.0 はじめに
ボックスマットPROは、市場で最も近代的で汎用性の高い機械であり、段ボール包装の生産に革命をもたらします。HMIタッチパネルによる自動的かつ工具不要の設定変更により、数秒で設定を変更することができ、どのような製品サイズでも標準的なFEFCOタイプでプログラムすることができます。PROは、大量生産だけでなく、短いシリーズの生産にも最適です。スロットカット、余分な材料の除去、スコーリング、接着剤の舌状部分の除去、およびフォーマットのサイズカットは、アタッチメントを追加することなく、1サイクルで実行されます。
ワン・ゴー」で、3/5層の段ボール箱を作ることができる。適切な大きさの段ボールから、1サイクルで複数の箱を作ることができる。
長手方向のツールの位置は、必要なサイズと厚紙に応じてサーボドライブで設定されます。フォーマットは、自動位置決めバンパーのために中央に配置されます。滑り止めローラーと入出力シャフトのセットにより、サイクル全体を通して正確で安定したカートンガイダンスが保証されます。
円形ナイフを使用した革新的なシステムにより、余分な段ボールや廃棄段ボールをシートの残部から切り離すことができる。このソリューションにより、bi-directional 、シートのサイズ修正が容易になり、現在生産中のシートを、別の周辺装置でカットすることなく、同時に異なるサイズにカットすることができる。
特徴
- ノッチング、 bi-directional スコアリング と カッティング オフ 廃棄物 in one cycle
- 1つの 統合 モジュール で、 カッティング、 スコアリング および カッティング オフが可能。 生産ミスを排除 マルチモジュール マシンにおいて。
- Quick change of machine settings, on touch panel, thanks to servo drives
- 可能性 縦方向 筋入れ これは 筋入れ 機能、 横方向筋入れ および シートを 小片に切断する - すき間 工具。
- 4 ナイフ + 4 縦方向 スコアリング ホイール 調整可能 パネル - 標準 オプション
- 一体型パンチング システム 穴の切断用
- エコロジー 電力 および ドライブ システム として ウェル として 低 電力 消費量
- 選択 スタイル、 サイズ、 機能 および 深さ スコア、 タッチスクリーンを使用して
- ダンボール フィーダー 付き 信頼性の高い ピックアップ システム
- 振動絶縁 脚 振動の伝達 を防ぐ。
- セキュア および 高速 リモート マシン キャリブレーション および アップデート、 感謝 リモート インターネット 接続
- スコアリング ホイールと カッティング ブレードの簡単交換
![]() 注意: どんなものでも 意図 の 使用して これ 機械 にとって いずれも 目的 その他 よりも として 記載されている で これ マニュアル マスト 常に であります メーカーと協議する。
注意: どんなものでも 意図 の 使用して これ 機械 にとって いずれも 目的 その他 よりも として 記載されている で これ マニュアル マスト 常に であります メーカーと協議する。
![]() 注意: について その 安全性 の すべて オペレーター そして その他 人事だ、 それは 重要 その これ マニュアル は 読む そして 理解できる によって すべての人員; すべて 指示 べきである であります に続く。
注意: について その 安全性 の すべて オペレーター そして その他 人事だ、 それは 重要 その これ マニュアル は 読む そして 理解できる によって すべての人員; すべて 指示 べきである であります に続く。
![]() 注意: それは は なかなか おすすめ その 各 のオペレーターだ、 訓練されれば への 使用 これ マシンだ、 べきである アペンド 彼らの 名称 に署名した。 フォーム で 本マニュアル
注意: それは は なかなか おすすめ その 各 のオペレーターだ、 訓練されれば への 使用 これ マシンだ、 べきである アペンド 彼らの 名称 に署名した。 フォーム で 本マニュアル
![]() 注意: これは 機械 は デザインされた にとって 使用 によって 頑健 のオペレーターがいる。 お願い コンタクト その メーカー にとって ヘルプ そして アドバイス 必要なら である。 他の人のために調整したり修正したりする。
注意: これは 機械 は デザインされた にとって 使用 によって 頑健 のオペレーターがいる。 お願い コンタクト その メーカー にとって ヘルプ そして アドバイス 必要なら である。 他の人のために調整したり修正したりする。
2.0 安全衛生規則、標識およびラベル
作業者と本機の周辺にいる人たちの健康と安全が最も重要です。
本機を安全に使用するためには、本機を扱う、あるいは本機の近くで作業するすべての人が本書を熟読することが非常に重要です。本機に表示されている警告ラベルだけでなく、取扱説明書に記載されている警告ラベルも含め、すべての安全に関する指示を遵守してください。
購入者は、このサービスマニュアルの指示と、製造者自身の製品技術に関する経験から得た知識を用いて、機械オペレーターのための独自のワークステーション指示書を作成する義務があります。
このサービスマニュアルを知らなかったり、労働安全衛生規則を知らなかったりしたために発生する可能性のあるすべての事象に対する最終的、法的、金銭的な責任は、購入者にあります。したがって、安全に関する指示をよく読み、それに従うことが不可欠です。
警告のサイン
![]() 注意: 各 オペレーター 必須 読まなければならない。 その テキスト の この サービス マニュアル 作業前 行う前に 作業前に 作業前に 作業前に 作業前に 機械
注意: 各 オペレーター 必須 読まなければならない。 その テキスト の この サービス マニュアル 作業前 行う前に 作業前に 作業前に 作業前に 作業前に 機械
![]() 注意: について 購入者 は 強く お勧め への ドロー 自分たちの 所有する ワークステーション インストラクション 機械オペレーターのために、 オン その 基礎 の その テキスト 付属 で これ サービスマニュアル そして その 知識 派生 より 彼らの 独自の生産技術を持つ。
注意: について 購入者 は 強く お勧め への ドロー 自分たちの 所有する ワークステーション インストラクション 機械オペレーターのために、 オン その 基礎 の その テキスト 付属 で これ サービスマニュアル そして その 知識 派生 より 彼らの 独自の生産技術を持つ。
 注意: アンダー ノー 状況 べきである その 機械 であります 運営 によって 資格がない 人事だ。 機械オペレーター マスト であります おなじみ と 職業 健康 そして 安全性 規則 と 特別 フォーカス オン その リスク 固有の これ マシンだ。 として a 結果 の その 前述の文書、 検定 完成 の トレーニング そして 署名 その 訓練された 演算 子は であります を発行した。
注意: アンダー ノー 状況 べきである その 機械 であります 運営 によって 資格がない 人事だ。 機械オペレーター マスト であります おなじみ と 職業 健康 そして 安全性 規則 と 特別 フォーカス オン その リスク 固有の これ マシンだ。 として a 結果 の その 前述の文書、 検定 完成 の トレーニング そして 署名 その 訓練された 演算 子は であります を発行した。
![]() 注意: について 機械 は ない デザインされた への であります 運営 障害者 のオペレーターがいる。 もし その 必要 発生 - そして その後 事前協議 と その メーカー その 機械 缶 障害者用に適切に調整されている のオペレーターがいる。
注意: について 機械 は ない デザインされた への であります 運営 障害者 のオペレーターがいる。 もし その 必要 発生 - そして その後 事前協議 と その メーカー その 機械 缶 障害者用に適切に調整されている のオペレーターがいる。
![]() 注意: それによると への その メーカーの おすすめその 機械 べきである であります 設置済み で アン インダストリアル 環境 のみ.
注意: それによると への その メーカーの おすすめその 機械 べきである であります 設置済み で アン インダストリアル 環境 のみ.
![]() 注意: 不注意 ハンドリング の その マシンだ、 期間中 輸送 または 移転の可能性 深刻な事態を招く 傷害 あるいは事故。
注意: 不注意 ハンドリング の その マシンだ、 期間中 輸送 または 移転の可能性 深刻な事態を招く 傷害 あるいは事故。
![]() 注意: 定期刊行物、 十分 予防的 検査 の 火事 保護 システム べきである であります 運ぶ アウト、 で そして 周辺 マシンがある。 について 購入者 は 十分に 責任ある にとって セッティング を実施する。 そのような検査である。
注意: 定期刊行物、 十分 予防的 検査 の 火事 保護 システム べきである であります 運ぶ アウト、 で そして 周辺 マシンがある。 について 購入者 は 十分に 責任ある にとって セッティング を実施する。 そのような検査である。
![]() 注意: A 生命 脅かす ハイパワー ネットワーク 電圧 の 3 x 480V; 50...60 Hz は 供給 に供給される。 が供給されます。 マシンに供給される。 として a その結果 すべての 整備 は 行う必要があります。 行う必要があります。 を行わなければならない。 適切な 資格のある のみが行うことができる、 必要な 法律で義務付けられている 法律で義務付けられている
注意: A 生命 脅かす ハイパワー ネットワーク 電圧 の 3 x 480V; 50...60 Hz は 供給 に供給される。 が供給されます。 マシンに供給される。 として a その結果 すべての 整備 は 行う必要があります。 行う必要があります。 を行わなければならない。 適切な 資格のある のみが行うことができる、 必要な 法律で義務付けられている 法律で義務付けられている
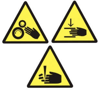 注意: 仕事 運ぶ アウト で その フィーディング、 カッティング または 曲げ ゾーン 内 その システムである、 べきである 行われる 有資格者 資格のある 有資格者 だけである、 その後 テイク すべて 予防策 対策. で その 上記のゾーン、 より高い インスタンス の ポテンシャル ボディ 傷害 が可能である。
注意: 仕事 運ぶ アウト で その フィーディング、 カッティング または 曲げ ゾーン 内 その システムである、 べきである 行われる 有資格者 資格のある 有資格者 だけである、 その後 テイク すべて 予防策 対策. で その 上記のゾーン、 より高い インスタンス の ポテンシャル ボディ 傷害 が可能である。
 注意: について 緊急事態 ストップ ボタン は デザインされた である。 プレスド で いずれも 時間 しかし 特に いつ アン 緊急 シャットダウン は 切実に 必要だ。
注意: について 緊急事態 ストップ ボタン は デザインされた である。 プレスド で いずれも 時間 しかし 特に いつ アン 緊急 シャットダウン は 切実に 必要だ。
![]() 注意: について エリア 包囲 その 機械 べきである ない 塞がる によって いずれも オブジェクトがある、 として これ かもしれない 結果 で 人員 つまずく、 滑って転ぶ 深刻な事態を招く 怪我をした。
注意: について エリア 包囲 その 機械 べきである ない 塞がる によって いずれも オブジェクトがある、 として これ かもしれない 結果 で 人員 つまずく、 滑って転ぶ 深刻な事態を招く 怪我をした。
![]() 注意: について オペレータは 常に 確保する すべてのドア、蓋が 盾 その他 保護装置 は しっかり その場で 以前 機械 は がスタートした。
注意: について オペレータは 常に 確保する すべてのドア、蓋が 盾 その他 保護装置 は しっかり その場で 以前 機械 は がスタートした。
![]() 注意 オペレーター マスト 決して 登る の上にある。 機械 運転中
注意 オペレーター マスト 決して 登る の上にある。 機械 運転中
![]() 注意:スルールートについて の 波型 理事会は決して であります ちっそく によって 人員または によって いずれも 障害だ。
注意:スルールートについて の 波型 理事会は決して であります ちっそく によって 人員または によって いずれも 障害だ。
禁止標識と義務標識
 アンダー ノー 状況 べきである その 機械 であります 運営 未教育 人事だ。 について マシンの オペレーター マスト 聞きおぼえる と 職業 健康 そして 安全性 規則 特別な に焦点を当てる。 リスク この 機械.
アンダー ノー 状況 べきである その 機械 であります 運営 未教育 人事だ。 について マシンの オペレーター マスト 聞きおぼえる と 職業 健康 そして 安全性 規則 特別な に焦点を当てる。 リスク この 機械.
 注意: アンダー ノー 状況 べきである その 機械 であります 運営 によって 資格がない 人事だ。 機械オペレーター マスト であります おなじみ と 職業 健康 そして 安全規則。
注意: アンダー ノー 状況 べきである その 機械 であります 運営 によって 資格がない 人事だ。 機械オペレーター マスト であります おなじみ と 職業 健康 そして 安全規則。
 アンダー ノー 状況 べきである その 機械 組み立てられる、 解体 または 輸送される によって 未教育 人事だ、 も によって それら 見慣れない と その 安全規則 付属 で これ サービス マニュアルを参照、 より そのような 活動 かもしれない リード への アン 事故 または への 経済的損失。
アンダー ノー 状況 べきである その 機械 組み立てられる、 解体 または 輸送される によって 未教育 人事だ、 も によって それら 見慣れない と その 安全規則 付属 で これ サービス マニュアルを参照、 より そのような 活動 かもしれない リード への アン 事故 または への 経済的損失。
 アンダー ノー 状況 べきである 整備 または メンテナンス であります を実施した、 または 予防的 措置 であります を取った、 完全に 電気から切り離す 供給する。
アンダー ノー 状況 べきである 整備 または メンテナンス であります を実施した、 または 予防的 措置 であります を取った、 完全に 電気から切り離す 供給する。
 アンダー ノー 状況 べきである いずれも の その サブ アセンブリ、 そのような として その ガイド ローラー その カッティング または 採点 道具を使う、 であります 触れた。
アンダー ノー 状況 べきである いずれも の その サブ アセンブリ、 そのような として その ガイド ローラー その カッティング または 採点 道具を使う、 であります 触れた。
アンダー ノー 状況 べきである いずれも 措置 であります 実施済み どの 可能性がある リード への a 削減 で その マシンの 安全性 の状態だ; これ を含む。 措置 ブロッキング マスター スイッチ、ガードの取り外し またはセンサーの接続を解除する、 その他
アンダーノー 状況 べきである アン オペレーター 登る マシンの上に 期間中 ローディング手順 または定期的な 仕事 サイクルだ。
 アンダー ノー 状況 いかなる場合も いかなる いかなる 火気厳禁です、 の近くで を 機械の近くに 消火する 消火 水 水で消火してください。 使用 のみを使用してください。 ライセンス取得済み、 洗練された 消火剤 消火剤 と 防火 防護製品 製品。
アンダー ノー 状況 いかなる場合も いかなる いかなる 火気厳禁です、 の近くで を 機械の近くに 消火する 消火 水 水で消火してください。 使用 のみを使用してください。 ライセンス取得済み、 洗練された 消火剤 消火剤 と 防火 防護製品 製品。
 アンダー いかなる場合においても、機械の作業サイクル中にガードを取り外してはならない。
アンダー いかなる場合においても、機械の作業サイクル中にガードを取り外してはならない。
 アンダー ノー 状況 べきである その 機械 であります 噴射 水と一緒に その定期的な 仕事 サイクル または それは アイドル
アンダー ノー 状況 べきである その 機械 であります 噴射 水と一緒に その定期的な 仕事 サイクル または それは アイドル
 アンダー ノー 状況 べきである いずれも メンテナンス 業務内容 であります 実施中 その 機械 は 稼働中
アンダー ノー 状況 べきである いずれも メンテナンス 業務内容 であります 実施中 その 機械 は 稼働中
 アンダー ノー 状況 べきである いずれも オイル 溶剤 または その他 苛性 または 有毒 物質 であります 注 アウト、 いずれも で または その マシンだ。
アンダー ノー 状況 べきである いずれも オイル 溶剤 または その他 苛性 または 有毒 物質 であります 注 アウト、 いずれも で または その マシンだ。
 アンダー ノー 状況 べきである モバイル 電話 であります で使用される。 即時 マシンの近く。
アンダー ノー 状況 べきである モバイル 電話 であります で使用される。 即時 マシンの近く。
 アンダー ノー 状況 べきである いずれも 裸 炎 であります で使用される。 即時 マシンの近く。
アンダー ノー 状況 べきである いずれも 裸 炎 であります で使用される。 即時 マシンの近く。
 アンダー ノー 状況 べきである タバコ であります スモーク その場で 付近 の マシンだ。
アンダー ノー 状況 べきである タバコ であります スモーク その場で 付近 の マシンだ。
 アンダー ノー 状況 は アルコール 飲んではならない 飲んではならない で 飲まなければならない。 すぐ近くで すぐ近くで の 機械 機械 また また 人員であってはならない、 また を操作してはなりません、 操作してはならない。 を操作してはならない。
アンダー ノー 状況 は アルコール 飲んではならない 飲んではならない で 飲まなければならない。 すぐ近くで すぐ近くで の 機械 機械 また また 人員であってはならない、 また を操作してはなりません、 操作してはならない。 を操作してはならない。
 アンダー ノー 状況 べきである 人員 食べる で 当面の 付近 マシンがある。
アンダー ノー 状況 べきである 人員 食べる で 当面の 付近 マシンがある。
 IT IS 強く アドバイス その 各 人であること、 割り当てられた 各人が 操作 その 機械を操作する 且つ 十分な 訓練を受けていること。 その 範囲 の トレーニング は 対象範囲 操作 の トレーニングは 機械 また そして また 職業 健康 および 労働安全衛生 規制があります、 特に 特に 特に 特に 特に リスク リスク を重視する。 マシンに内在するリスクについて
IT IS 強く アドバイス その 各 人であること、 割り当てられた 各人が 操作 その 機械を操作する 且つ 十分な 訓練を受けていること。 その 範囲 の トレーニング は 対象範囲 操作 の トレーニングは 機械 また そして また 職業 健康 および 労働安全衛生 規制があります、 特に 特に 特に 特に 特に リスク リスク を重視する。 マシンに内在するリスクについて
 IT IS 強く推奨する 推奨 その すべて カバー と ガード 設計された を使用してください、 使用する。 使用すること。
IT IS 強く推奨する 推奨 その すべて カバー と ガード 設計された を使用してください、 使用する。 使用すること。
 IT IS 必須 その で その イベント の いずれも 事故 関与 オペレーター または いずれも 機械 失敗だ、 両方 べきである であります 報告済み 経営陣へ 速やかに。
IT IS 必須 その で その イベント の いずれも 事故 関与 オペレーター または いずれも 機械 失敗だ、 両方 べきである であります 報告済み 経営陣へ 速やかに。
 IT IS 必須 への 着用 安全だ、 クロースフィット、 ワークウェア 削減する その 可能性 の 存在 ぶっとい または プル に マシンがある。
IT IS 必須 への 着用 安全だ、 クロースフィット、 ワークウェア 削減する その 可能性 の 存在 ぶっとい または プル に マシンがある。
 IT IS 必須 への 着用 保護 グローブ 同時に 運営 マシンがある。
IT IS 必須 への 着用 保護 グローブ 同時に 運営 マシンがある。
 それは 必須 着用 滑りにくい作業靴。
それは 必須 着用 滑りにくい作業靴。
 ヒアリング 保護が必要である。 着古した この中で エリアだ。
ヒアリング 保護が必要である。 着古した この中で エリアだ。
 IT IS 必須 その 長い ヘアー であります タイ バック で そのような a 方法 として への 減らす その リスク の 存在 ぶっとい または プル に その マシン;オペレーター マスト 着用 いずれも 適切 ヘアー カバーリング または を着用している。 ヘアー タイ アップ。
IT IS 必須 その 長い ヘアー であります タイ バック で そのような a 方法 として への 減らす その リスク の 存在 ぶっとい または プル に その マシン;オペレーター マスト 着用 いずれも 適切 ヘアー カバーリング または を着用している。 ヘアー タイ アップ。
 IT IS 必須 への キープ その フロア 周辺 その 機械 クリーン そして を一切排除している。 論文 ボードまたは その他 廃棄物だ。
IT IS 必須 への キープ その フロア 周辺 その 機械 クリーン そして を一切排除している。 論文 ボードまたは その他 廃棄物だ。
 IT IS 必須 その すべての マシン オペレーター すべての よく訓練された 人員である、 熟知している 熟知しています。 労働 労働衛生 労働安全衛生 労働安全衛生 規則を遵守すること; 彼らは また また また 熟知していなければならない。 また すべての 危険な 危険な状況 可能性が高い 発生する可能性のある 発生する での において起こりうる状況である。 操作 の 洗練された 機械 このような 複雑である。
IT IS 必須 その すべての マシン オペレーター すべての よく訓練された 人員である、 熟知している 熟知しています。 労働 労働衛生 労働安全衛生 労働安全衛生 規則を遵守すること; 彼らは また また また 熟知していなければならない。 また すべての 危険な 危険な状況 可能性が高い 発生する可能性のある 発生する での において起こりうる状況である。 操作 の 洗練された 機械 このような 複雑である。
IT IS 必須 への 使用 その 緊急 ストップ スイッチ ボタンをクリックします。 オペレーターの ライフ または健康 が危険にさらされている。
IT IS 必須 接続 切断 が必要です。 マシン から 電源 電源 電源 いつでも 整備を行います、 メンテナンス または 予防 活動中 進行中であること。
 期間中 梱包 開梱 そして 輸送 特別な 特別な措置 が必要である。 特別な措置が が必要である、 そのためには 対策が必要である。 を防ぐために 防ぐために を防ぐために マシン の転倒を防ぐためです。
期間中 梱包 開梱 そして 輸送 特別な 特別な措置 が必要である。 特別な措置が が必要である、 そのためには 対策が必要である。 を防ぐために 防ぐために を防ぐために マシン の転倒を防ぐためです。
4.0 技術仕様
- ボックスマット プロ 機械 本体 すべての 電気的および 機械的な コンポーネント、 および 可動式 作業台 から構成される。 本体 は、 金属 フレーム 適切なレベル 安定性を確保する に基づいている。 作業 テーブル は、 作業者 段ボール 材料 を 機械 を通して供給する 作業者を支援する ように設計されている。
- 段ボール ブランク は、 機械 の中を、 ローラー の直列 とホイール 、 サーボ・ドライブ によって駆動される。 似たような 方法 スロッティング ビーム は、 、 サーボ ドライブによって推進される。
- スロッティング/スコアリング ビーム の背後には、 革新的な システム 回転式 ツール がある。これにより、 オペレーター は、 余分な 基板 を切断し、 を排出することができる。これはまた、 特大ブランク を のサイズにトリミングすることを可能にする。 マシンを通過する際に、 別の マシンで をトリミングする必要がない。
- 一度に二箱の生産 ( Multi-productionオプション付き) 箱 サイズ シート サイズが適切であれば、 中央 ナイフを取り付けることにより、 。
- スロット は、 、 、 ビームに取り付けられた ブレードのシステム によって打ち抜かれる。
- スロッティング ブレード は 自動的に 正しい 位置 非同期 モーター によって インバーター と エンコーダーによって駆動され、 一度 寸法 が タッチ スクリーンに入力される。
- 左 手 ガイド は 位置決めされる 自動的に そして、 一旦 ボード ブランク が に対して位置決めされると、 右 手 ガイド は することができる 上 それ ブランク がマシンを通過することを許可する
- 機械 は フル セット カバー および ガード を装備し、 オペレータを 動く ブレード および ナイフから保護する。 を遵守するため、 すべての 欧州 安全規制、 機械 を操作しない場合、 これらの が すべて の場所にない場合、 および 適切な エラー メッセージ が 画面に表示されます。
製造者は 機械 が 輸送のために 適切に包装されていることを保証する。 型式 および 強度 包装 は、 距離 および 輸送の手段 使用される と同様に に関して 潜在的な リスク に関連する 輸送の手段 使用される。 製造者は 受領者は 製造者の 輸送の 手段 輸送の および サービス 要員を使用することを提案します。
の保管 未使用の 機械 その他の要件 適切な 保管 環境を意味するものではない。 倉庫 は、 大気 剤に対する十分な保護を提供し、 乾燥しており、 許容できる 湿度 レベル 以下でなければならない。 保管 温度 5 ºC 40 ºC の間でなければならない。
十分な防錆 保護 を確保する必要がある。特に、 金属 部品で、 技術的 理由により、 塗装 または 防錆 されていないものについては、 を確保する必要がある。
機械 が 木箱 および/または フィルムラップ で覆われた状態で納入され、 が 防錆 雰囲気を作り出している場合、 機械 は の中に 全保管 期間中、そのままであるべきである。
を湿気から守るために it is recommended that the machine is stored not on the warehouse but on pallets, in order to keep it lifted off floor.
この ボックスメーカー であるべきだ この箱メーカーは 垂直に 垂直に で a 乾燥した そして 風通しの良い 換気された の部屋に置く。 その マシン は 敏感で 振動に 振動 衝撃 激しい 揺れ そして 長時間の 傾斜。 たとえ たとえ たとえ 落としても 落下しても から 比較的 些細な 高さ これは を につながる その その 永続的な そして 不可逆的な損傷につながる。
上記の 規定 は、 意図されたものであり、 すべての人 および サービス、 本装置と接触する 人、 高い感度 任意の 衝撃的な 刺激 および、 同時に また、 以下を認識すること。 いいえ クレーム、 生じる クレーム このような 恒久的な損傷を与える、 上記の通り 有効な苦情とみなされる。
アドバイス または 情報 製造元の サービス技術者にお問い合わせください。
輸送
 アンダー ノー 状況 べきである その 機械 組み立てられる、 解体 または 輸送される で いずれも 方法 無資格で 人員 または それら 見慣れない と 安全性 そして ケア インフォメーション 付属 で これ マニュアル失敗 への 応じる と これ ベーシック ルール かもしれない リード 偶然に ダメージ または 傷害 ない カバー付き によって 製造者の保証または責任。
アンダー ノー 状況 べきである その 機械 組み立てられる、 解体 または 輸送される で いずれも 方法 無資格で 人員 または それら 見慣れない と 安全性 そして ケア インフォメーション 付属 で これ マニュアル失敗 への 応じる と これ ベーシック ルール かもしれない リード 偶然に ダメージ または 傷害 ない カバー付き によって 製造者の保証または責任。
- 主体 責任 輸送 及び 設置 機械 at 注文当事者の 工場 決定 at 契約 署名 段階、 ただし、 遅くとも、 の後、 技術的 受入れ 機械 における 製造者の 工場 及び の前 発行 注文 当事者。
- the nature of the device, the the Manufacturer suggest that the Recipients use the Manufacturer's means of transport and service personnel.
- 機械 は、 吊り上げ 装置 例えば クレーン、 フォークリフト トラック、または パレット トラック、 のすべて は、 十分な吊り上げ 容量 を有するべきである 安全な 輸送の目的。 、 、 、 必要な許可証および 、 、 法律で義務付けられている訓練を受ける必要があります。
- BOXMAT PRO マシン の 正しい モード 輸送 BOXMAT PRO マシン の を以下に示す。

図2マシンを持ち上げる位置は、ピクトグラムで示されている(図2 -1)。

図3.フォークリフトを使った機械の正しい運搬方法
ピクトグラムで示されている場所では、BOXMAT PROを持ち上げることは禁止されています。

図 4.BOXMAT PRO をフォークリフトで持ち上げることは禁止されています。
![]() 注意: 失敗 への 応じる と その 上記 ピクトグラム および方法 の アセンブリー かもしれない 結果 で ダメージ への その 機械構造 そして コンポーネントを使用している。
注意: 失敗 への 応じる と その 上記 ピクトグラム および方法 の アセンブリー かもしれない 結果 で ダメージ への その 機械構造 そして コンポーネントを使用している。
![]() 注意:機械 マスト であります 垂直に輸送される。
注意:機械 マスト であります 垂直に輸送される。
マシン、 および すべての 部品 および アクセサリ、 安全に梱包 および することが不可欠です。 適切な 保護 包装、 パレット および/または 木箱 マシン および すべての 周辺 部品 および アクセサリーが 設置のために 安全に および 損傷なく到着すること。 安全な および 効率的な 配送 および 設置を行うことを強くお勧めします。
に関して 輸送 手順 に関して 機械の重量 (c. 2800 kg - 6200 lb.) を 考慮しなければならない。
![]() 注意: 不注意 ハンドリング の その 機械 期間中 輸送および/または 再配置の可能性 深刻な事態を招く 事故 あるいは怪我。
注意: 不注意 ハンドリング の その 機械 期間中 輸送および/または 再配置の可能性 深刻な事態を招く 事故 あるいは怪我。
インストール
設置 機械 職場、 の は 発注 当事者の担当者によって行われる。 内容 この 操作説明書 および 製造者のサービスが に精通している。 そして された 合意された 同意 に同意するものとします。- プリンタ の正しい設定 前提条件 最適 機能 および 快適さ および 安全 操作者の。
Preparation of the location for the machine, the availability and parameters of electrical, pneumatic and ventilation connections、 だけでなく、 の の準備 の 特定の 設計 および 受入 要件、 必要な の 運用を容易にする 機械は、 注文 当事者の責任 である。
製造者 は、 必要な ガイダンス および 情報 を提供し、 注文 当事者 を支援する。
マシン を その 指定された 場所へ配送した後、 それ を 開梱 し、水平にすべきである。 その 技術的 条件 その後 を チェック し、 輸送中に生じた 損傷 は、 是正すべきである。
![]() 注意: について フロア オン どの その 機械 は への であります 配置 マスト 持つ 十分 構造的 強さ への サポート その 重量 の 機械 そして いずれも 振動 生成された によって その 通常 プロセス 製造の ボックス。 それは べきである また 著名 その その 過半数 の重さの 機械 は 集中 で その フィートだ。
注意: について フロア オン どの その 機械 は への であります 配置 マスト 持つ 十分 構造的 強さ への サポート その 重量 の 機械 そして いずれも 振動 生成された によって その 通常 プロセス 製造の ボックス。 それは べきである また 著名 その その 過半数 の重さの 機械 は 集中 で その フィートだ。
![]() 注意: 一度 その 機械 は 水平 それ べきである ない であります を繰り返さずに移動した。 その 平準化プロセス。
注意: 一度 その 機械 は 水平 それ べきである ない であります を繰り返さずに移動した。 その 平準化プロセス。
最も 最適な 床材 プレーンな コンクリート製 十分な 深さ 、 非導電性材料の薄い 層 。
基礎 その上 その上 機械 が 建築的に適合している 建物 基準 および 安全規則 深さ、 強度 および レベルの 要件 を満たしていること。
バイヤー バイヤー は 唯一の 責任者 の責任者です。 を準備する責任がある。 を準備する唯一の責任者である。 設置する。
![]() 注意: もし その アセンブリ そして セットアップ 手続き は 個別に実施 によって その 購入者 彼ら べきである であります 行われた 正当 への 説明書 付属 で これ サービス マニュアル または それによると に対する 指示 提供 によって その メーカー 期間中 その テクニカル 受け入れ という手順を踏む。
注意: もし その アセンブリ そして セットアップ 手続き は 個別に実施 によって その 購入者 彼ら べきである であります 行われた 正当 への 説明書 付属 で これ サービス マニュアル または それによると に対する 指示 提供 によって その メーカー 期間中 その テクニカル 受け入れ という手順を踏む。
のネジ マシン 足 フレームを水平にする ( の側面 マシンの 本体 の 基準 平面 を水平にします)。
![]() 注意: その後 各 変更 位置 その マシンだ、 チェック 隙間 間 その アッパー そして 下げる スロッティング ナイフ オン その 全長 の その アッパー スロッティング ブレードだ、 より その フロント そして バック サイドだ、 そのギャップは 少ない よりも 0.004 インチである。
注意: その後 各 変更 位置 その マシンだ、 チェック 隙間 間 その アッパー そして 下げる スロッティング ナイフ オン その 全長 の その アッパー スロッティング ブレードだ、 より その フロント そして バック サイドだ、 そのギャップは 少ない よりも 0.004 インチである。
マシン が 水平にされたら、 それから ワーク テーブル が 組み立てられ マシン の前部 と後部 に置かれるべきである (テーブルは 利用可能である 要求に応じて)。 ワーク テーブル の両方が 搬入されたら、 それら は を マシンに対して水平にする必要がある。
労働条件
一般情報
![]() 注意: それは は その メーカーの 推薦, その マシンは であります 設置済み 工業用 環境 のみ.
注意: それは は その メーカーの 推薦, その マシンは であります 設置済み 工業用 環境 のみ.
および この テクニカル マニュアル内に記載されているように、 この 機械 は、 および が 産業用 環境 で 段ボール 繊維板 を の範囲 カートン xml に変換するために設計および製造されている。as such, this machine must be be operating within the health and safety regulations associated with the industrial box-making environment.
この 機械 は、 爆発する可能性のある雰囲気、 汚染、 高湿度、 高温 または 刺激性のある、または腐食性のある、 気体の中で操作してはなりません。
電子機器 および センサー この 機械、 温度 +15°C から +35°C および 相対湿度 湿度 35% から 85% の範囲で使用する必要があります。 大気中の 湿度 結露、 または 潜在的に 刺激性のある薬剤は、 を避けるべきである。
温度 変化 内 動作 環境 超えてはならない 10°C および 相対 湿度 によって 10% 以上変化してはならない。
![]() 注意: もし その は 重要 温度 そして 湿度差 配達 プロセス そして その インストール のサイトだ、 その 機械 べきである であります 保存 そして 順応 で その サイト どこ それは である。 のために運営された。 24 時間 以前 始動する。
注意: もし その は 重要 温度 そして 湿度差 配達 プロセス そして その インストール のサイトだ、 その 機械 べきである であります 保存 そして 順応 で その サイト どこ それは である。 のために運営された。 24 時間 以前 始動する。
照明
criterion for minimum level of lighting indicates that the acceptable lighting on a horizontal working plane, in rooms where personnel attend for a long time , regardless of what visual tasks xml-ph-0030@dee
しかし、 がある場合、 の程度 視覚 の困難 が平均 より大きく、その結果 就労が困難である場合、 要件 に係る より高い閲覧 快適性を確保する; この はまた、 従業員 が 人 40歳以上 年齢である場合にも適用される。 in mind, level of intensity in the lighting should then be higher than the minimum permissible level of 500 lx.
5.4.3. ノイズ
装置 は、 騒音源 騒音 強度 85dB 使用 工場 保護要員を必要とする。
 聴覚保護具 着古した この中で エリアだ!
聴覚保護具 着古した この中で エリアだ!
我々は に留意する。 全ての 環境 は それ自身の 騒音 排出物を有し、 それは 効果的に 影響することができる 騒音のレベル 機械によって 運転中、 特に 様々な技術的 システムにおいて .
電源パラメータ
電気 供給
機械 電源 3 x 480 VAC; 50/60 Hz; (3P+N+PE), 装備 過電流 保護。
購入者の 設置 衝撃 保護 PN-EN 60204-1:2018-12 に従わなければならない。
圧縮空気 システム
機械 空気 圧力 6-8bar / 85-110 psi。
濾過された 不純物 は 20 µm 以下、 から は ISO8573-1 4-4-4 規格に準拠。
6.0 機械操作
すべての条件 for the installation and activities described in the previous chapter have been met and successfully carried 、preparations can begin for the first start-up of the machine, in production conditions at the Contracting Party's plant.
すべての条件 for the installation and activities described in the previous chapter have been met and successfully carried 、preparations can begin for the first start-up of the machine, in production conditions at the Contracting Party's plant.
![]() 注意: 最初はね、 その 機械 べきである であります 開始 上 の監督下にある。 メーカーの エージェントだ。
注意: 最初はね、 その 機械 べきである であります 開始 上 の監督下にある。 メーカーの エージェントだ。
サービス 条件 を読み を理解してから、 マシンを始動すること。
サービス サービス条件 - 一般 ガイドライン および 手続き
正しい 機械 操作を保証するために、 すべての調整 および 設定 は、 製造業者の 訓練を受けた 技術者によって実施されなければならない、 機械 が 組み立てられ、 および が設置され、 および 初期 起動 手順 が 実施された後。 試験用段ボール 機械 は、注文者が用意するものとする。
機械を使用する前に, その は, 前に その 最初の 起動, 契約 締約国 は,以下を有する。 その 絶対 義務 には それらの 従業員を訓練する その従業員は その 将来のオペレーターとなる。 さらに、 サイクル 当社の機械によって実施される 様々な産業 環境において、 受領者 は を有する。 する絶対的な義務がある。 明確な および 透明な 職場 指示 マニュアル 用の 装置、 自社の 生産 サイクルに適合した を作成すること。
![]() アンダー ノー 状況 べきである その 機械 であります 運営 によって 資格がない 人事だ。 について 機械 オペレーター マスト 聞きおぼえる と その 職業的 健康 そして 安全性 のルールがある、 と 焦点 オン 供与 特別 考察 への その リスク 作成 このマシンを使うことで
アンダー ノー 状況 べきである その 機械 であります 運営 によって 資格がない 人事だ。 について 機械 オペレーター マスト 聞きおぼえる と その 職業的 健康 そして 安全性 のルールがある、 と 焦点 オン 供与 特別 考察 への その リスク 作成 このマシンを使うことで
 注意: について レシピエント または a 人 認可済み 本人が オン その 基礎 の これら 運営 指示 そして 特性 の 彼/彼女 所有する 生産 技術だ、 がある。 その 絶対 義務 への コンパイル a 機械ベース 取扱説明書 従業員のために。
注意: について レシピエント または a 人 認可済み 本人が オン その 基礎 の これら 運営 指示 そして 特性 の 彼/彼女 所有する 生産 技術だ、 がある。 その 絶対 義務 への コンパイル a 機械ベース 取扱説明書 従業員のために。
 IT IS 強く 推奨 への 教える 各 人 指定された への 仕事 と、 または に近い、 これ 機械 ない のみ で 操作 の その 機械 しかし また で その 職業的 健康と 安全性 規則 操業に伴う マシンがある。
IT IS 強く 推奨 への 教える 各 人 指定された への 仕事 と、 または に近い、 これ 機械 ない のみ で 操作 の その 機械 しかし また で その 職業的 健康と 安全性 規則 操業に伴う マシンがある。
 について セッティング そして 点検 という手順を踏む、 実装済み 事前 使用する これ マシンだ、 マスト のみ であります 行われた によって 訓練された そして 認可済み 人事だ。
について セッティング そして 点検 という手順を踏む、 実装済み 事前 使用する これ マシンだ、 マスト のみ であります 行われた によって 訓練された そして 認可済み 人事だ。
前のページ 使用 機械 機械 機械 は 強く 推奨 推奨 チェック 以下 以下をご確認ください:
- 保護の有効性 感電に対する保護;
- 電圧を供給する;
- value and phase compliance;
- 緊急用 ボタン (安全用 スイッチ - 緊急用 停止) 必要に応じて を時計回りに回して のロックを解除してください;
- 磁気式安全センサー カバー と サイド 窓;
- セキュリティ・ロック は、 実際のところ 実際に ロックされている;
![]() 注意: どんなものでも メンテナンス 仕事 または 変え の 用具 などが必要である。 機械 操作する カバー付き オープン、マスト のみ であります 運ぶ アウト によって 訓練された そして 腕利き 人員 そして マスト であります 完成 として 早く として 可能 以前 その カバー は クローズド そして フル 安全性 ステータス は 復旧した。
注意: どんなものでも メンテナンス 仕事 または 変え の 用具 などが必要である。 機械 操作する カバー付き オープン、マスト のみ であります 運ぶ アウト によって 訓練された そして 腕利き 人員 そして マスト であります 完成 として 早く として 可能 以前 その カバー は クローズド そして フル 安全性 ステータス は 復旧した。
![]() 全員へ スイッチ ボックス、 カバー そして 警備員 マスト 閉店前 を使おうとしている。 機械 そして 使用中は閉じたままにしておくこと。
全員へ スイッチ ボックス、 カバー そして 警備員 マスト 閉店前 を使おうとしている。 機械 そして 使用中は閉じたままにしておくこと。
厳重に 禁止されています 機械 を 安全 スイッチ または その他の 安全装置 破損 または 改造 いかなる 方法においても。 これらすべての 装置 は、 の安全 オペレータ および その他の 人員を保護するために 装着されています。 は、 推奨されます。 そのようなすべての 装置 は、 点検 および 試験 定期的に して、 を確認する それらが a
各機械 オペレータ すべて 安全 機能 および装置 この 機械に関連する。
 IT IS 厳格に 禁止 への 取り除く いずれも カバー または 警備員 同時に 機械 は 稼働中
IT IS 厳格に 禁止 への 取り除く いずれも カバー または 警備員 同時に 機械 は 稼働中
 IT IS 強く 推奨 TO アタッチ そして 閉じる すべて カバー と警備員 デザインされた マシンのために。
IT IS 強く 推奨 TO アタッチ そして 閉じる すべて カバー と警備員 デザインされた マシンのために。
領域 周囲 機械、 および から 1.5m まで、 すべての 障害物 を 除去し、 領域を 清潔 および 適切に照明しなければならない。 フォーク リフト トラック が を および xml-ph を 運搬する際には、特に の注意が必要である。
エリア の 近く の から への 機械 は 清潔であるべき と などの不純物 油、 埃 および 汚れ の 順に を に 最小 のリスク の スリップ、 xml-ph-0031@deepl.inte
 注意: いつ その 機械 は で 操作 その エリア 包囲 その 機械 べきである ない であります ちっそく として それ かもしれない を引き起こす。 スリップ つまずいたり、転んだりする。
注意: いつ その 機械 は で 操作 その エリア 包囲 その 機械 べきである ない であります ちっそく として それ かもしれない を引き起こす。 スリップ つまずいたり、転んだりする。
 アンダー ノー 状況 べきである いずれも オイル 溶剤 または その他 苛性 または毒性 液体 であります 流出 での 閉じる 付近 への マシンがある。
アンダー ノー 状況 べきである いずれも オイル 溶剤 または その他 苛性 または毒性 液体 であります 流出 での 閉じる 付近 への マシンがある。
 IT IS よって 命令 への キープ その フロア 周辺 マシンクリーン そして クリアだ。
IT IS よって 命令 への キープ その フロア 周辺 マシンクリーン そして クリアだ。
機械 制御装置、 指示器、 フレキシブルな 導線、 パイプ または シャフト は、 ハンドルとして使用しないでください。 これらの 機械 部品 の 意図的でない 変位 は、 偶発的な および 意図的でない 作動 または 変更 機械 作業パラメータ および、 極端な 状況では、 機械 故障 または 故障につながる可能性がある。
 IT IS 必須 その いずれも 事故 関与 その のオペレーターだ、 または 機械 失敗だ、 べきである であります いち早く 報告済み への 経営陣
IT IS 必須 その いずれも 事故 関与 その のオペレーターだ、 または 機械 失敗だ、 べきである であります いち早く 報告済み への 経営陣
機械 オペレータ 通常の 作業服 保護 手袋 滑り止め付きの安全靴 を装備していること。
基本的な リスク to 機械 操作者 は、 移動する ローラー、 車輪 および シャフトであるため、 機械 は、 ゆるい 衣服または 長くゆるい 髪の毛を着用した 人員によって 操作されるべきでは ない。
 IT IS 必須 への 着用 その ふさわしい ワーキング 衣料削減 への その 最小 その 可能性 の 存在 ぶっとい に引き込まれた。 マシンがある。
IT IS 必須 への 着用 その ふさわしい ワーキング 衣料削減 への その 最小 その 可能性 の 存在 ぶっとい に引き込まれた。 マシンがある。
 IT IS 必須 への 着用 保護 グローブ 同時に 運営 機械と 段ボールの取り扱い
IT IS 必須 への 着用 保護 グローブ 同時に 運営 機械と 段ボールの取り扱い
 それは 必須 着用 滑りにくい作業靴。
それは 必須 着用 滑りにくい作業靴。
聴覚保護具の着用 着用 この の着用が義務付けられています!
 それは 必須 セキュア オペレーターの ヘアー で そのような a 方法 削減する への その 最小 その リスク の 存在 ぶっとい または プル をマシンに入れる。
それは 必須 セキュア オペレーターの ヘアー で そのような a 方法 削減する への その 最小 その リスク の 存在 ぶっとい または プル をマシンに入れる。
オペレーターが使用可能なコントロールとインジケーター
、提示された 機械 、 すべての 取り扱う 要素 は、 直接 その 構造 本体、 または 制御 パネル 上に配置されている。 the machineを使用する前に、 personnel operating the machine should familiarize themselves with the location of these elements and the functions they control.
処理 および 制御 要素 の 機械 の が利用可能である オペレータ を含む:



図5.メイン スイッチ 図6.コントロールパネル 図7 圧縮空気端子
- MAIN SWITCH - switch installed on the switch box doors (Fig.5). ), is designed to switch the electrical supply on and off. When it is turned to the 1 position it means that the machine is ON, when it is turned to the 0 position, xml-ph-0031@deepl.inte
- HMI パネル- コントロール・パネル(図6)にあるタッチセンサー式のスクリーン。
- START- この緑色のボタンが点灯すると、マシンが作業可能な状態であることを示します(図6)。
- リセット - 青い ボタン 制御 システム と 機械の 安全システム と アラーム エラーの後に再起動するために使用されます(図6)。
- EMERGENCY STOP - a キノコ頭 ボタン for immediate shutdown of the entire machine, in event of any failure or accident. Buttons are located on operator's panel (Fig. 6) and to xml-ph-0030@deepl.inte.
-
圧縮空気ターミナル(図7);
-
手動で操作する圧縮空気遮断弁(弁を開くには、左に回してONの位置にセットし、右に回すとOFFの位置になり、弁は閉じます);
右ガイドと入力ストップの位置決め
調整 調整 位置の調整 の位置を調整する。 右 リミッターと 右リミッターの位置と エントリー バンパー
![]() 注意! 規制 べきである であります 実施済み その後 セレクション スタイルの、 入場 その 厚紙 寸法 そして 自動 の設定 左 を案内する。
注意! 規制 べきである であります 実施済み その後 セレクション スタイルの、 入場 その 厚紙 寸法 そして 自動 の設定 左 を案内する。
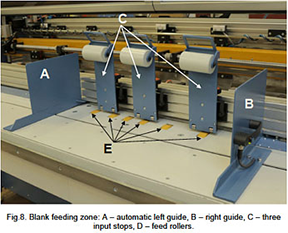



- 空白の を 表の上に置く。
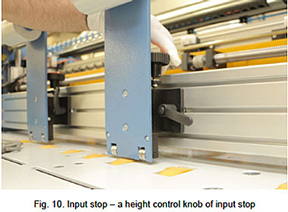
- 入力ストップのハンドルを元に戻す(図9)。
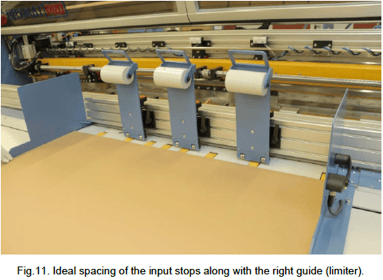
- インプット・ストッパーを静かに持ち上げ、そのうちの2つをボードの端に向かってスライドさせ、3つ目のストッパーを中央のローラーの上に置きます(Fig.11)。
- のオレンジ色の ハンドル の入力 ストップ を締めます(図9)。
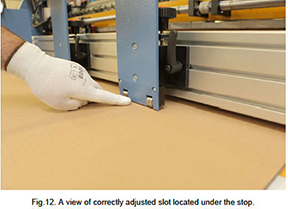
- ノブ(Fig.10)を使用し、各バンパーの下の隙間を、カートンを1つ挿入でき るように設定します(Fig.12)。
- マットがストッパーの間に詰まらないように、1/16" の余裕を残しておきます(図14)。
電源への接続
- 機械の周辺 を確認してください。 清潔 および整頓された 廃棄物 または 障害物 に悪影響を及ぼす可能性のある その 通常の 作業 活動。
- 段ボール ブランク、 生産準備。
- 生産 サイクル 利用者によって提供される 利用者によって提供される 廃棄物用容器 および 準備済み印刷 カートン を、 適切な 場所、 機械の近くに置く。
- すべての カバー と ガード が の場所にあること と すべての ドア が 閉まっていること - それ は 厳禁 が 作業を行うこと が開いていること カバー または がないこと ガードがないこと この は xml-ph のトリガーとなる。
- コントロールパネルのEMERGENCY STOP 押しボタンが正しい位置にあることを確認してください。リセットするには、キノコ頭のプッシュボタンを時計回りに回してください。
- 本機に電源を接続し(プラグを電源ソケットに差し込み、スイッチを入れる)、エアホースを端子に接続してコンプレッサーのスイッチを入れ、圧縮空気システムを接続する。
- 空気圧供給が85psi/6barから110psi/8barの間であることを確認してください。
- 機械側ケーシングにあるメイン スイッチを 1 / ON の 位置にします。
- 標準的な手順により、マシンのスイッチがオンになると、HMI タッチパネルにALARM.NOT READY; EMERCY STOP のようなエラーメッセージが表示されます:EMERGENCY STOP)のようなエラーメッセージが HMI タッチパネルに表示されます。機械を動かすには、STARTボタンを押します。その結果、アラームシステムとドライブのテストが開始されます。STARTボタンが緑色に点滅したら、機械がスタンバイモードに入り、作業可能な状態になったことを意味する。
- タッチセンサー式ディスプレイパネルにTESTキーが表示されたら、それを押すと、段ボールを搬送するローラーが回転テストに入り、ナイフが下降/上昇テストを行う(手順は約5秒間)。
- すべての手順が正常に終了すれば、マシンは作業可能な状態になり、HMIパネルにメインウィンドウが表示されます。
![]() 注意: カバー マスト 常に であります クローズド または その マシンは動かない。
注意: カバー マスト 常に であります クローズド または その マシンは動かない。
![]() 注意: その 緊急事態 ストップ ボタン は デザインされた である。 プレスド で いずれも 時間 特に いつ アン 緊急 シャットダウンは いち早く 必要.
注意: その 緊急事態 ストップ ボタン は デザインされた である。 プレスド で いずれも 時間 特に いつ アン 緊急 シャットダウンは いち早く 必要.
![]() 注意! で ケース その エラー メッセージ 缶 まだ であります 見た にある。 表示 その後 緊急 その スタート ボタンをクリックする、 行く への アラーム、エラー メッセージ そして 失敗例 表示 で その 技術文書。
注意! で ケース その エラー メッセージ 缶 まだ であります 見た にある。 表示 その後 緊急 その スタート ボタンをクリックする、 行く への アラーム、エラー メッセージ そして 失敗例 表示 で その 技術文書。
切断
以下 スイッチオフ 手順 常に 実施すべき 時 生産 が 完了している:
- MAIN SWITCH ポジション 0-OFF - この は マシン がオフになっていることを意味します。
- 作業環境 マシンの周囲 を清掃する。
- マシン シャットダウン 期間 - すなわち 週末 - 電源と圧縮空気を遮断する必要があります。
7.0 HMIパネル画面の説明
ホーム - 選べるボックスデザイン
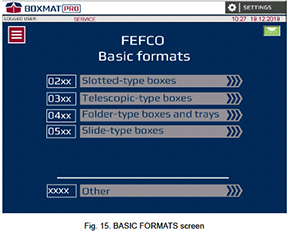
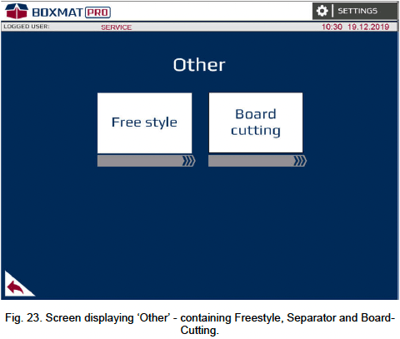
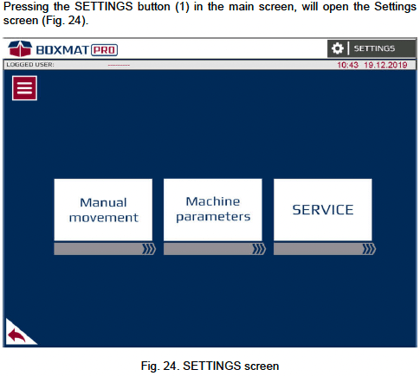
メイン画面では、 基本的な フォーマット FEFCO スタイル が利用可能です。 まず、 スタイル を選択するか、 フリー スタイル ボックス が デザインされる場合は、「その他」 を選択します 。
- SETTINGS - button opens a SETTINGS screen (page 51). on this screen, three further screen can be selected :
- Manual Movement - options available on the Manual Movements screens which allow all moving parts, available in machine, to be moved 手動。
- Service - options available in the Service screens contain statistical information on the machine's operation and advanced parameters of machine's operation.
-
MENU - ボタンを押すと、以下の機能を表示する画面が開きます:LOGGING IN(ログイン)、RECIPES(レシピ)、STATISTIC(統計)、LANGUAGE(言語)の設定。
-
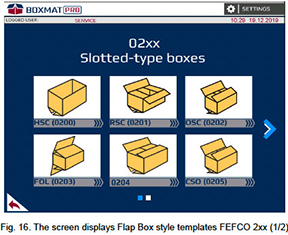
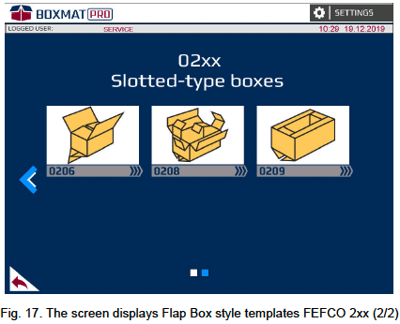
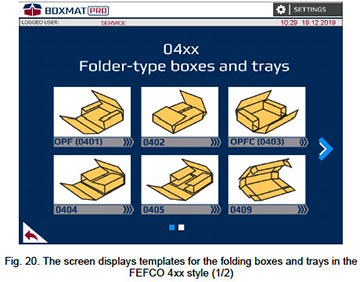
SLOTTED-TYPE BOXES(フラップ・ボックス) - このボタンを押すと、FEFCOスタイルのフラップ・ボックスのテンプレートを含む画面が開きます(図16、図17)。
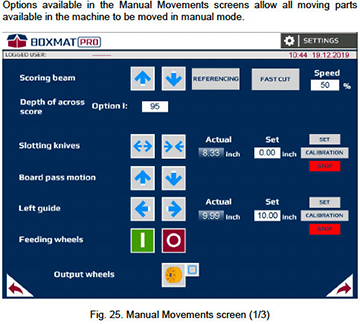
 スコアリングビームを上に動かす
スコアリングビームを上に動かす は、得点ビームを下方に移動させる;
は、得点ビームを下方に移動させる;
 上矢印ボタンが黄色に点灯している場合、スコアリングビーム/スロッティングビームが始動可能なトップポジションにあることを示します。
上矢印ボタンが黄色に点灯している場合、スコアリングビーム/スロッティングビームが始動可能なトップポジションにあることを示します。
14.REFERENCING - このボタンは、スロッティング・ナイフを備えたスコアリング・ビームを、スタート時の一番上の位置にセットします。
15.速い カット - その ボタン スタート ひとつ フル サイクル の その 採点/スロッティング ビーム セットアップ速度で- 値 0% - スコアなし 間 スロット;
- 値 100% - 最大 点数 深さ スロットの間 ;
17.  これら ボタン 変更 その 位置 その スロッティング ナイフ プレス そして への 移動する:
これら ボタン 変更 その 位置 その スロッティング ナイフ プレス そして への 移動する:
 スロット ナイフ 動く ゆっくりと離れていく。
スロット ナイフ 動く ゆっくりと離れていく。 その スロッティング ナイフ 動く ゆっくりと近づいていく。
その スロッティング ナイフ 動く ゆっくりと近づいていく。
スロッティング・ナイフの位置は、左のナイフのポイントから右のナイフのポイントまでの距離で測定されます。ナイフは、マシンの中心に向かって均等に動いたり、中心から離れたりします。ブレードの間隔は、2 1/2 "から78 1/2 "まで。
いずれかのボタンに黄色い矢印が表示されている場合は、スロッティングナイフが可能な限り移動したことを示しています。
18.Actual - the field displays the current distance between slotting knives.
19. Set field - enter the distance at which the slotting knives should be spaced.
20. Set ボタン - start the slotting knives' movement to a position as entered in the Set field (19).
21.Calibration ボタン - opens a window to enter the actual between the knives. This will update 'Actual' field.
校正ウィンドウを開くには、パスワード7415を入力する必要があります。
22.STOP - ボタンで停止 スロット ナイフ 移動
23.ボード パス モーション ![]() プレス そして ホールド への 動く その 波型 シート で または アウト の マシンがある。 プレス
プレス そして ホールド への 動く その 波型 シート で または アウト の マシンがある。 プレス ![]() フォワード そして
フォワード そして ![]() をリバースに使用する。
をリバースに使用する。
24.ボード ガイド ![]() プレス そして ホールド これら ボタン への 変更 その 位置 の その 左、オートマチック、 ボード を案内する。
プレス そして ホールド これら ボタン への 変更 その 位置 の その 左、オートマチック、 ボード を案内する。
左ガイドの位置は、ガイドの内壁から機械の中心までの距離で測定される。1.3/4"~47 "の範囲で設定可能。
いずれかのボタンに黄色の矢印が表示されている場合は、左ガイドが極端な位置にあることを示しています。
25.Actual Position - the field displays the current position of the board guide.
26.Set - the field in which it is possible to enter the position at which the left board guide is to be set.
27.Set - この ボタン 左 ガイド 位置 'Set' フィールドに移動する。 (26).
28. Calibration ボタン - opens a window to the actual distance from the center the machine to the left guide.これにより 'Actual' フィールド (25)が更新される。
校正ウィンドウを開くには、パスワード7415を入力する必要があります。
29.STOP - ボタンが 左 ガイドの動きを止める。
30.フィーディング ロールス: ![]() - これら ボタン は 中古 への スタート または ストップ フィード ローラー
- これら ボタン は 中古 への スタート または ストップ フィード ローラー
31. ![]() これ ボタンに戻る 前画面 (図)。 24).
これ ボタンに戻る 前画面 (図)。 24).
32. ![]() これ ボタンにつながる その 次の画面 (図26)。
これ ボタンにつながる その 次の画面 (図26)。
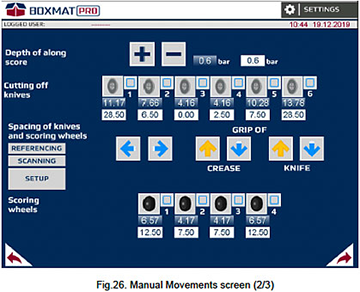
33.+ - これらの ボタン 深さ スコア ボックス に沿って 圧力 ロール ボタン を押すと 圧力 設定 を 0.1 bar 変更します:
- + 増加 圧力;
- - は圧力を下げる。
圧力は0~3 barの範囲で設定可能。
圧力がマシンへの供給圧力より大きな値になることはありません。
34. フィールド 実際の 圧力 スコアリング ホイールにかかる圧力を表示する。
35. フィールド を表示 設定 圧力 に適用 点数 ホイール。 この フィールドでは、 が可能 圧力 値を入力 キーボードの Enter ボタン を押すことで、圧力 が 更新される。
36.沿って カッティング オフ ナイフ - これら グラフィックス ショー その アクティブ 縦に 切り取り ナイフ (トリム・トゥ・ワイド)。 プレス オン その 写真 意志 リフト または 下げる 対応する ナイフ 下げる の ナイフ は 表示 によって a グリーン ダニ ![]() .
.
本機は4本、6本、または8本のナイフを使用できる。使用できるナイフの最大数は、機械の追加オプションによって異なります。
37.フィールドには、各回転式縦型ナイフの実際の位置が表示される。
各縦切りナイフの位置は、刃から機械の中心までの距離で測定される。ナイフは1 3/4 "から47 "の範囲で設定可能。
38.各長さ方向ナイフのあらかじめ決められた位置を表示するフィールド。これらのフィールドには、各ナイフを中心からどの位置にセットするかを入力することができる。
そうしないと、"NOT POSSIBLE TO SET UP ALONG KNIVES [KNIFE NUMBER]" というメッセージが表示されます。
スペーシング の ナイフ そして 採点 ホイール ![]() これら ボタン 変更 その 位置 ツールホルダー つまり 採点 ホイール そして その 縦方向 ナイフ
これら ボタン 変更 その 位置 ツールホルダー つまり 採点 ホイール そして その 縦方向 ナイフ
 移動 所持者 への その 左だ;
移動 所持者 への その 左だ; 移動 グリッパー 右へ
移動 グリッパー 右へ
![]() これら ボタン ロック または リリース その 採点 ホイール グリッパーピン:
これら ボタン ロック または リリース その 採点 ホイール グリッパーピン:
 アンロック グリッパー ピン
アンロック グリッパー ピン ロック その グリッパー ピン
ロック その グリッパー ピン
黄色の矢印はピンの位置を示す ![]() ピンがロックされた、
ピンがロックされた、 ![]() ピンのロックを解除。
ピンのロックを解除。
41. ![]() これら ボタン ロック またはリリース 縦方向 ナイフ グリッパー ピン
これら ボタン ロック またはリリース 縦方向 ナイフ グリッパー ピン
- アンロック グリッパー ピン
- ロック その グリッパー ピン
42.REFERENCING - この ボタンは ツール ホルダーを 最初の 位置に移動します。
いつ リファレンス 手続き は アクティブ バックライト の その プッシュボタン は オン.
43.SCANNING - この ボタン スキャナー (ツール ホルダー) ツール の上を移動し、 実際の 位置を定義し、 数量を確認します。
いつ スキャニング 手続き は アクティブ バックライト の その プッシュ ボタンは オン.
44. SETUP - この ボタン 長手方向 カッティング ナイフ および スコアリング ホイール フィールドに入力された、事前に設定された 位置に移動します。
いつ セットアップ 手続き は アクティブ バックライト の その プッシュ ボタン は オン.
45.グラフィック 図面 代理 アクティブ 採点 ホイール プレス オン その グラフィック 図面 リフト または 下 その 対応 採点 ホイール 下げる その ローラーは 表示 によって a グリーン ダニ ![]()
について 機械 缶 アコモデイト 4, 6 または 8 スコアリングホイール.
46. フィールド は の現在位置を表示する。 各 の得点 ホイール。
について 位置 の その 得点輪 は 測定 として その 距離 より 頂点 の その ローラー その 真ん中 の その ローラー いつ その は ピン2本 - への その センター の その マシンだ。 それは は 可能 への セット その ロールス の中にある。 範囲 1インチから 47”.
47. これらの フィールド は、 あらかじめ決められた の位置 各 の得点 車輪 を表示する。 これらの フィールドでは、 それ は 可能 を入力する の位置 で、 各 ローラー は を設定する。
について ローラー べきである であります スペーシッド で その 同じ オーダー として 発表 で その グラフィックを見ることができる、 その他 その メッセージ 「正しくない データ にとって その 得点" は を表示した。
48. ![]() - これ ボタン に戻る。 前 スクリーン (図)。 25).
- これ ボタン に戻る。 前 スクリーン (図)。 25).
49. ![]() - これ ボタン リード に対する 次のページ スクリーン (図27)。
- これ ボタン リード に対する 次のページ スクリーン (図27)。

図27.Manual Movements スクリーン (3/3)
51.その グラフィック ショー その 横断 カッティング ナイフ プレス オン その 写真 意志 リフト または 下げる その ナイフその 下げる の ナイフ は 表示 によって a グリーン ダニ ![]() .
.
52.REFERENCING - この ボタン を横切って 切断 ナイフ ホーム の位置に移動する。
いつ リファレンス 手続き は アクティブ バックライト の その プッシュボタン は オン.
53.出力 ホイール - について グラフィック ショー その ノンクラッシュ ローラー プレス オン 写真 リフト または 下 すべて その 出口 ローラー 下げる その ローラー は シグナル付き によって 緑の "ダニ" ![]() .
.
54. 図 は 2つの 接着ヘッドを示しています。 図 の を押すと、 接着ヘッド が開きます(オプション)。
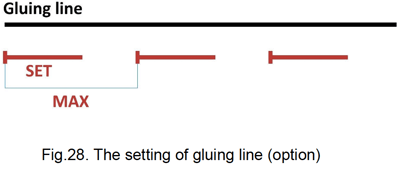
55.接着 線 1 - セット - 開口 時間 の 接着 ヘッド 用 接着 線 1 (Fig.28) (オプション)。
56.接着 ライン 1 - MAX - サイクル 時間 の 接着 ヘッド 用 接着 ライン 1 (Fig.28) (オプション)。
57.接着 線 2 - セット - 開口 時間 の 接着 ヘッド 用 接着 線 2 (Fig.28) (オプション)。
58.接着 line 2 - MAX - Cycle time of the gluing head for the gluing line 2 (Fig.28) (option).
59. プリンタ モジュール 1 (オプション) を移動します:
 リフト 上下 その プリンタモジュール 1
リフト 上下 その プリンタモジュール 1 または
または  って 役職 の プリンター モジュール 1 移動 プリンター モジュール 2 (オプション):
って 役職 の プリンター モジュール 1 移動 プリンター モジュール 2 (オプション):
プリンタ モジュール 2 (オプション)を移動します:
- リフト 上下 その プリンタモジュール 2
- または って その 位置 の プリンター モジュール 2
 - これ ボタン に戻る。 前 スクリーン (図26)。
- これ ボタン に戻る。 前 スクリーン (図26)。
機械パラメーター スクリーン
オプション で利用可能 機械 パラメータ 画面 は、 基本的な 機械設定 などの 機械 工具 位置、 速度 個々の サブアセンブリ など です。
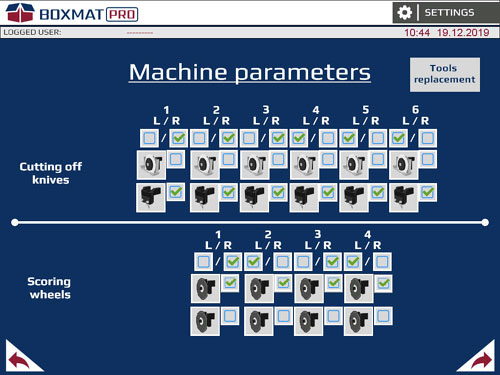
図 29. 機械 パラメータ」画面 (1/5)
62.グラフィックアクティブなカッティング・ナイフを示す。 グラフィック要素 の を押すと、 の向き 対応する ナイフが変わる:
- a グリーン ダニ
 って その その ナイフの オリエンテーション は への その 左 または 右 の その フィクシング として 見た より その フロント の その 機械 (図)。 30-A,B)。
って その その ナイフの オリエンテーション は への その 左 または 右 の その フィクシング として 見た より その フロント の その 機械 (図)。 30-A,B)。
もし その オペレーター 変更 その 位置 の a ツールを使用する、 すなわち より その 左 横 その 右だ、 では これ 変更 MUST であります 入場 に その 機械 パラメータがある。
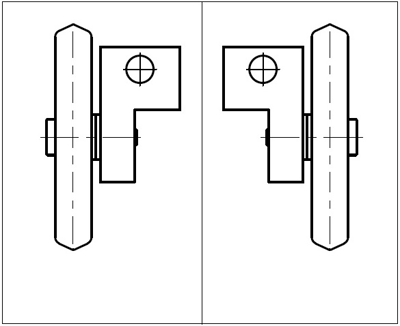
図 30. ホイールのスコアリング の基礎 上の 工具 の向きの例: A - の左側 の固定 の正面 から見た 機械、 B - の右側 の正面 から見た 機械。
63.Rotary knives / razor blade knives - この パラメータ は、 type knives mounted on the machine.
について オペレーター マスト 常に 入る これ 変更 に その パラメータ もし マシンの ナイフ 持つ されている 変更済み より ひとつ タイプ への もう一方は
64. グラフィック 画像 の を押すと、 対応する ロールの向き が変わる :
- a 緑色 "tick" ローラー 左 または 右 固定 前面 マシン(図 30 - A,B)。
について オペレーター マスト 常に 入る これ 変更 に その パラメータ もし マシンの スコアリングホイール 持つ されている から ひとつ 側へ その他
65.スコアリング ホイール タイプ 1 / タイプ 2 - この パラメータ は、 マシンに取り付けられたスコアリングホイールのタイプ について記述している。
について オペレーター マスト 常に 入る これ 変更 に その パラメータ もし マシンの スコアリングホイール 持つ されている 変更済み より ひとつ タイプ に対する その他
66. ![]() - これ ボタン 収益 への その 前 (図24)。
- これ ボタン 収益 への その 前 (図24)。
67. ![]() - これ ボタン リード に対する 次のページ スクリーン (図)。 31).
- これ ボタン リード に対する 次のページ スクリーン (図)。 31).
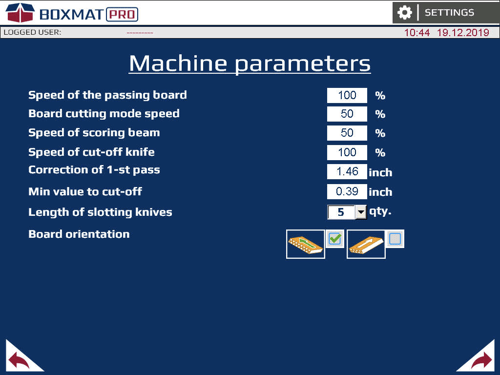
68. 通過ボードの 速度 - 速度 ボード の FEFCO または フリースタイルサイクル。
69.ボード 切断モード速度 - 速度 の ボード ボード 切断モード
70. - 速度 スロット/スコアリング ビーム サイクル。
71. 切断ナイフの 速度- 速度 の 横 切断ナイフ の サイクル。
72. 第1パスの 修正 - この パラメータ は の長さ の第1パネル の ボックスに影響する。 メンテナンス が されている場合、 この パラメータ を 変更する必要があるかもしれない。
73.Min value to cut-off - set the min value to be cut-off by the length from oversized blank.
74. スロッティング・ナイフの 長さ - 数 スロッティング・ナイフ 取付 機械の各側面。
75.基板の 向き - 迅速な または滑らかな基板 通過 サイクル中
76. ![]() - これ ボタン 収益 への その 前 (図29)。
- これ ボタン 収益 への その 前 (図29)。
77. ![]() - これ ボタン リード に対する 次のページ スクリーン (図)。 32).
- これ ボタン リード に対する 次のページ スクリーン (図)。 32).
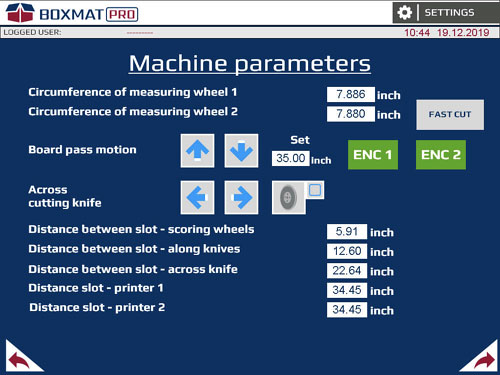
図 32. 機械 パラメータ」画面 (3/5)
78.計測ホイール1と2の円周 - 正確な 円周 計測ホイール の円周。
79. 理事会通過動議 ![]() プレス そして ホールド への 動く その 波型 シート で または アウト の マシンがある。 プレス
プレス そして ホールド への 動く その 波型 シート で または アウト の マシンがある。 プレス ![]() フォワード そして
フォワード そして ![]() をリバースに使用する。
をリバースに使用する。
80. - 距離 ボード が エンコーダー または エンコーダー 2 ボタンを押した後に移動する距離を、ホイール 1 または 2 を測定して設定します。
81.エンコーダ 1 - ボタン 通路開始 エンコーダ用ボード 1.
ボタンが有効になるのは ボードはエンコーダー1の下にある。
82.エンコーダ 2 - ボタン 通路開始 エンコーダ用ボード 2.
このボタンは、ボードがエンコーダー2の下にあるときに有効になるはずです。
83. ![]() ボタン にとって マニュアル 操作 の その ナイフを挟んで:
ボタン にとって マニュアル 操作 の その ナイフを挟んで:
- 移動 その ナイフ への 左
- 移動 その ナイフ への 右
84.その グラフィック ショー 向かい側 カッティング ナイフプレス オン その 写真 意志 リフト または 下げる その ナイフ について 下げる の その ナイフ は で示される。 a 緑の "ダニ" ![]() .
.
85.Distance slot-along scores - the distance from the center of the scoring beam to the center of the scoring wheels.
86. スロット間の 距離 - に沿って ナイフ - 距離 の中心 スコアリング ビーム からロータリーナイフまで。
87. スロット間の距離 - 横 ナイフ - 距離 の中心 スコアリング ビーム から横ナイフまでの距離 。
88.Distance slot - printer 1 - the distance from the center of the scoring beam to the printer module 1.
89.Distance slot - printer 2 - the distance from the center of the scoring beam to the printer module 2.
90. ![]() - これ ボタン 収益 への その 前 スクリーン (図31)。
- これ ボタン 収益 への その 前 スクリーン (図31)。
91. ![]() - これ ボタン リード に対する 次のページ スクリーン (図)。 33).
- これ ボタン リード に対する 次のページ スクリーン (図)。 33).
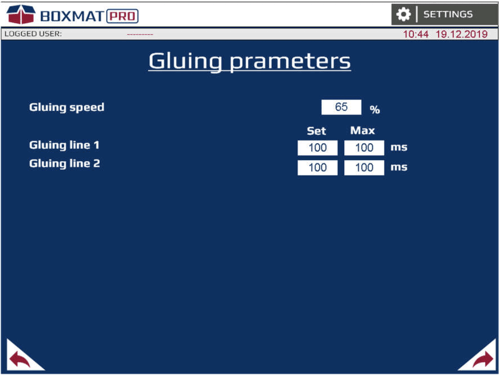
図 33. 機械 パラメータ」画面 (4/5) (オプション)
92.接着 速度 - 速度 接着 ヘッド 接着モード中 (オプション)。
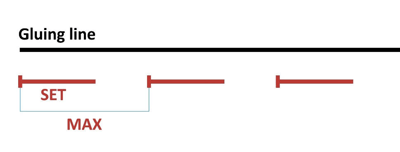
図34. セッティング 接着の ライン
93. 接着 ライン 1 - セット - 開く 時間 の 接着 ヘッド 用 接着 ライン 1 (Fig.34) (オプション)。
94. - MAX - Cycle time the gluing head for the gluing line 1 (Fig.34) (option).
95. 接着ライン 2 - セット - 開く 時間 の 接着 ヘッド 用 接着 ライン 2(図34)。
96. - MAX - Cycle time the gluing head for the gluing line 2 (Fig.34) (option).
97. ![]() - これ ボタン 収益 への その 前 スクリーン (図)。 32).
- これ ボタン 収益 への その 前 スクリーン (図)。 32).
98. ![]() - これ ボタン リード への その 次のページ スクリーン (図)。 35).
- これ ボタン リード への その 次のページ スクリーン (図)。 35).
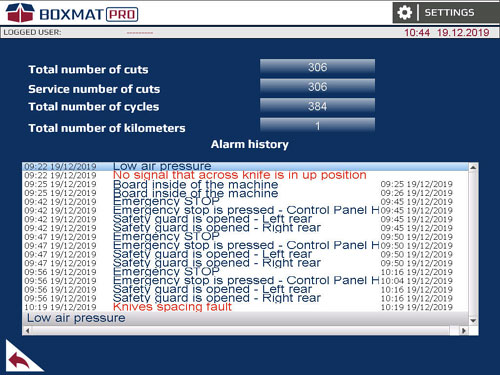
図35.マシン・パラメーター」画面(5/5)
99.カット総数 - カット数 カット数 by the スロット ビーム 創設以来。
100. サービスカット数 - 数 カット数 by スロット ビーム 最後の サービス以来。
101.総サイクル数 - 数 自動 仕事 サイクル 創立以来。
102. 総キロメートル数 - 数 of キロメートル of ボード計測 by エンコーダー its inception 以来。
103.Alarm history- メッセージの記録 .
104. ![]() - これ ボタン に戻る。 その 前画面 (図33)。
- これ ボタン に戻る。 その 前画面 (図33)。
サービス画面
サービス画面には、マシンの動作に関する統計情報が含まれています。
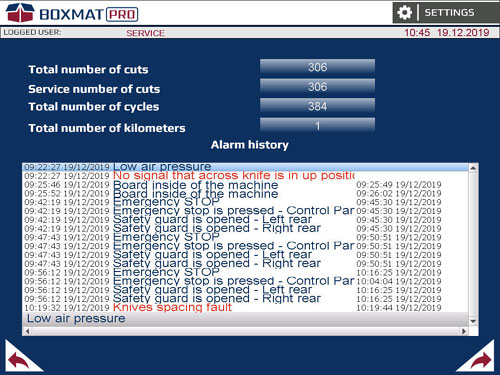
図36 サービス画面サービス画面 (1/3)
105. カット総数 - 数 カット数 by スロット ビーム 創設以来。
106. サービスカット数 - 数 カット数 by スロット ビーム 最後の サービス以来。
107. サイクル総数 - 数 自動 作業 サイクル 創設以来。
108. キロメートルの総数 - 数 キロメートルの 測定されたボード エンコーダによって その 開始以来
109. アラーム履歴 - 緊急事態 メッセージの記録。
110. ![]() - これ ボタン に戻る。 その 前画面 (図)。 24).
- これ ボタン に戻る。 その 前画面 (図)。 24).
111. ![]() - これ ボタン リード への その 次の画面 (図)。 37).
- これ ボタン リード への その 次の画面 (図)。 37).
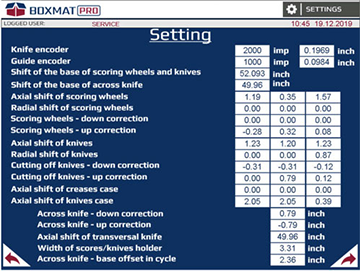
図37.サービス画面 (2/3)
調整用 ツールとロールのゼロ点調整 ロール
112. ナイフエンコーダ - 数 インパルス per インチ スロットナイフ の 位置決め用 (すなわち 2000 = 0.1969")。
113. 左ガイドエンコーダ - 数 インパルス per inch for 左ガイド (すなわち、 1000 = 0.0984")。
114. スコアとナイフのベースのシフト - 機械の中心 から 「ゼロ」位置 スコア用 ホイールと 長手方向 ナイフ。
115. クロスナイフのベースのシフト - インアクティブ
116. スコアの軸方向シフト(3 セット) - 距離 中心 スコアリングホイール から グリッパーセンサが検出する でのポイント まで。
117. スコアの 放射状 シフト - 補正 for 回転採点 ポイント
118. 採点 ホイール - ダウン修正(3セット) - オフセット ダウン用 アクション ポイント ボード上
119. 採点 ホイール - アップ修正(3セット) - オフセット アップ用 アクション ポイント ボード上
120. ナイフの 軸方向 シフト(3 セット) - 距離 ナイフの中心 ポイント グリッパーセンサーが を検出する。
121. ナイフのラジアルシフト(3セット) - 補正 用 ロータリー ブレード カッティング ポイント
122.Cutting off knives - down correction (3 sets) - offset for down action point 0n the board.
123.Cutting off knives - up correction (3 sets) - offset for up action point on the board
124. 得点ケースの 軸方向 シフト(3 セット) - 距離 から のエッジ ケースから での点 グリッパーセンサー が ツールを検出する点 まで
125. ナイフケースの 軸方向 シフト(3セット) - 距離 ケースのエッジ から グリッパーセンサ が ツールを検出する でのポイント まで。
126.Across knife - down correction - offset for down action point on the board.
127.Across knife - up correction - offset for up action point on the board
128. 横ナイフの 軸方向 シフト - 距離 機械の中心 から 横ナイフのホーム 位置 まで。
130. アクロスナイフ - サイクル内のベースオフセット - オフセット for 最初の アクション ポイント ボード上の ダウン
131. ![]() - これ ボタンに戻る 前回 スクリーン (図)。 36).
- これ ボタンに戻る 前回 スクリーン (図)。 36).
132. ![]() - これ ボタンにつながる その 次のページ スクリーン (図)。 38).
- これ ボタンにつながる その 次のページ スクリーン (図)。 38).
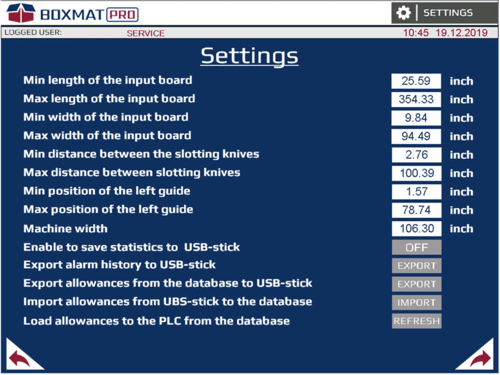
図38.サービス画面(3/3)
133. JOGスピード - スロー パス ボード - セット スピード ボード ジョグ モード。
134. パススピード - ボード 終了 - セット スピード の ボード 終了 マシン。
135. JOGスピード - 採点 ビーム - を設定 スピード 採点 ビーム 「マニュアル ムーブメント」画面から、 'Up' および 'Down' 矢印を使用して で 制御する場合。
136. JOGスピード - 間隔 スコア と ナイフ - スコア ロール と ナイフ グリッパー から を制御するとき "Manual Movements" 画面。
137. 点間とナイフの速度 - 速度 間隔 点数 ロール と ナイフ を押した後、 "Spacing - 点数 と ナイフ" ボタン "Manual Movements" 画面の中にある。
JOG速度 - カットオフナイフ - の速度 横切りナイフ 「手動 動作」 画面から を制御する場合に設定します。
139. ドライ運転(ボードなし) - 自動サイクルの起動 ボードなし .
140. 接着 - 有効化 接着 モード 可能 接着 設定 ウィンドウ のロックを解除する。
141. Printer qty - 印刷モジュールの数 マシンにインストールされている。
142. ナイフの数 - マシンは 6 または 8 のナイフを使って作業できる。
143. スコア数 - マシン は 4 または 6 スコアを使用することができる。
144. 距離ENC1 - ENC2 -距離 から 測定 ホイール 1 から 測定 ホイール 2.
145. Reset service counter - password and press button RESET to clear service number of cuts.
146. ![]() - これ ボタン に戻る。 前 スクリーン (図)。 37).
- これ ボタン に戻る。 前 スクリーン (図)。 37).
147. システムメニュー - この ボタン 開く システム のメニュー タッチ パネル
FEFCO」スタイルスクリーン - RSC(標準スタイル201 REV)に基づく説明以下は 機能 利用可能 設定 画面 用 RSC (FEFCO 0201 REV) 標準 スタイル。
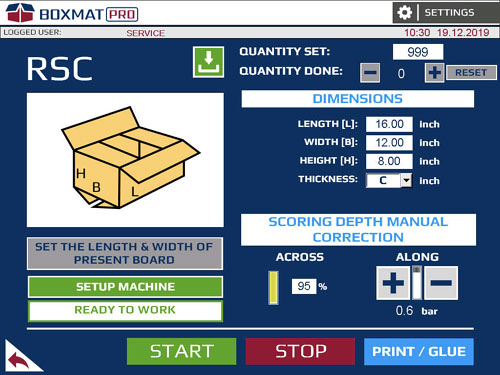
図39 RSCスタイル設定画面主なRSCスタイル設定画面
148. RSC - FEFCO スタイル を選択。
149. ![]() - が保存される。 現在 ボックス に マシンの メモリだ。
- が保存される。 現在 ボックス に マシンの メモリだ。
150. QUANTITYSET - の箱の数 から を作る。
151. QUANTITYDONE - number cartons already made. Next to , there is a RESETbutton used to reset count. To modify quantity done counter, use PLUS/MINUS buttons.
終了後 終了後 必要な 必要な 必要な の 厚紙 ボックス、 機械 意志 を止める。 へ 続ける のプロダクションである、 その リセット ボタン べきである であります を押した、 その他 それ 不可能である を開始する。 新しい サイクル
152. LENGTH - 内部 長さ ボックス 必要。
153. WIDTH - 内部 幅 必要な箱 .
154. HEIGHT- 内部 高さ ボックス 必要。
155. THICKNESS - a field where the thickness of the cardboard from which the board is made, should be be entered.
156. SCORING DEPTH MANUAL CORRECTION - ビームのスコアリングの深さ (% ):設定 設定 設定 の設定。 深さ の 深さの設定 を超えた スコア は でなければならない。 の 範囲 0 %から 100%
- 値 0% - スコアなし 間 スロット;
- 値 100% - 最大 点数 スロット間の深さ ;
157. スコアリングの深さ手動補正 - 。 + と - ボタン の深さを調整するためのもの の得点に沿ったもの ボード上のもの:
について セッティング にとって その 深さ の その 得点 べきである であります 選ばれた によると を好む。
158. SET THE LENGTH AND WIDTH OF PRESENT BOARD - この ボタンを押すと、 画面 (図 37)が開き、 入力 シートサイズを追加できます。
SETUP MACHINE - when all dimensions have been added also the sheet size this button moves all cutting/scoring tools to their correct positions.
160. MACHINEIS NOT SET - this indicates that not all information has been entered or machine is not setup. It will change to READY TO WORK when all is set .
161. START - automatic box production in the current style.
162. STOP - マシンを停止 全 ボード が通過した後 .
163. PRINT/GLUE (または PRINTING) - この ボタン 画面を開く パラメータを設定する 印刷 (図 40) (オプション)。
164. ![]() - これ ボタンに戻る 前回 スクリーンに表示される。
- これ ボタンに戻る 前回 スクリーンに表示される。
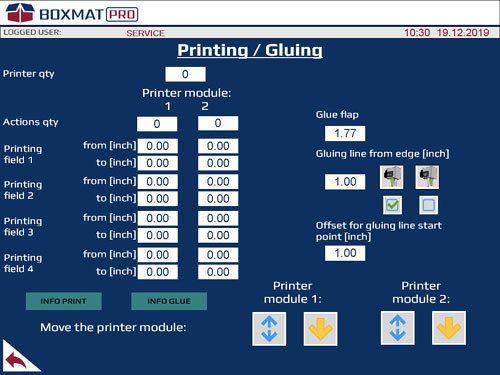
図40.印刷設定(オプション)。
165. Printer qty - number of printers installed on the machine (option).
について 機械 缶 アコモデイト 1 または プリンター
166. Action qty - a field with setting print option of setting print fields on cardboard
について 最大数 プリント数 は4である。
167. 印刷フィールド [1...4] - から- 位置 ボード 印刷 ヘッド リフト (オプション) を決定します。
168. 印刷 フィールド [1...4] - to - 決定 位置 上の ボード 印刷 ヘッド 移動 下 (オプション)。
169. プリンタモジュール 1 / 2 - のチェックボックス プリンタモジュール (1 または 2) (オプション)。
170. プリンタモジュール1(オプション)を移動します:
- リフト 上下 その プリンタモジュール
- または
 って 役職 の プリンター モジュール
って 役職 の プリンター モジュール
171. プリンターを移動 モジュール 2 (オプション):
- リフト 上下 その プリンタモジュール
- またはって 役職 の プリンタモジュール
172. ![]() - これ ボタン に戻る。 前 スクリーンに表示される。
- これ ボタン に戻る。 前 スクリーンに表示される。
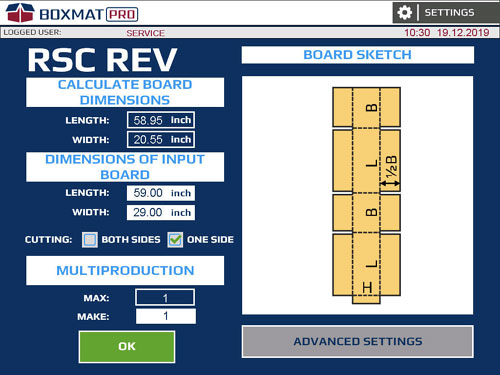
図41.RSCスタイルのセットアップ画面-ボードの寸法。
173.グラフィック 完成 ボード 選択された FEFCO スタイルを示す。
174.LENGTH- 必要なボードの長さ。
175.WIDTH- 必要なボードの幅。
176.LENGTH- 入力シートの長さを入力します。
177.WIDTH- 入力シートの幅を入力します。
178.裁断-スクラップ・フォームを切り取ること:
- 両サイド
- 片面
179.MAX- 現在のシートの長さから作成できる現在のボックスの数を示す。
180.MAKE- シートから必要な箱の数を入力します。この値はMAX値以下でも構いません。
181.OK- 画面に入力されたすべての値を受け入れ、前の画面に戻ります(図 39)。
182.ADVANCED SETTINGS- このボタンを押すと、現在のボックスの詳細設定を表示する画面が表示されます(図42)。
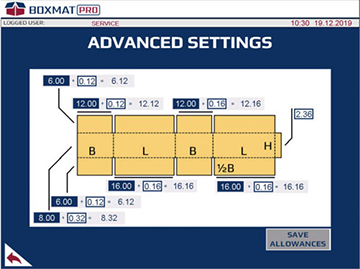
図42.RSCスタイル設定画面 - 詳細設定
183.青色フィールド - カートン・パネル長さの現在の値(許容範囲なし)(図 42 - 1
184.白地-許容値(図42 - 2)
185.灰色のフィールド-カートンパネルの長さの合計値(図 42 - 1)SAVE ALLOWANCESボタン-ボタンを押すと、オーバーサイズがオーバーサイズデータベースに保存されます。許容値に加えられた変更は、スタイルを終了した後、以前の値に戻されます。許容値を恒久的に保存するには、SAVE ALLOWANCESボタンを約 1 秒間押します。

図43.保存された手当の確認ウィンドウ
について ボタン は アクティブ その後 ログイン オペレーターの アカウント
フリースタイル・スクリーン
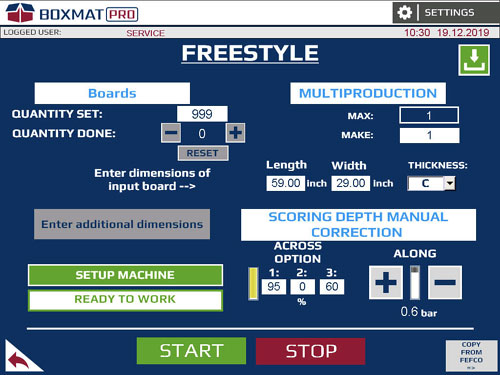
図 44.メインのフリースタイル設定画面
レシピを保存 - この ボタンは 現在設定されている パラメータを ボックス の マシンのメモリに保存します。
187. QUANTITY SET - a field where the specified number of boxes to be made in automatic mode can be entered; this is activated by pressingSTART
188. QUANTITY DONE - a field displaying current number of cartons made in the automatic cycle. Next to it is a RESET button used to reset the count of the cardboard xml-ph-0031@deepl.
その後 完成 その セット 番号 の 厚紙 ボックス、 その マシンは を止める。 へ 続ける のプロダクションである、 その リセット ボタン べきである を押す、 その他 それ 意志 ない であります 可能 への スタート a 新しい サイクルだ。
189. LENGTH - a field where the length of the input board, from which the cardboard box is to be cut, can be entered.
190. WIDTH - a field where the width of the input board, from which the cardboard box is to be cut, can be entered.
191. 厚さ - 厚さ の 入力 板 から 段ボール 箱 は に 切られる。
192. MAX - field in which the maximum possible number of boxes to be made, along its length - and in successive multi-production from one input board - is displayed .
193. MAKE - a field where number of boxes can be entered which are to be made in multi-production from one input board along its length. this value may be lower or equal xml-ph-0031@d
194. SCORING DEPTH MANUAL CORRECTION - beam scoring depth in [%]。
について セッティング にとって その 深さ の その 得点 べきである であります で 範囲 0% を100%にする:
- 値 0 % - スコアリングなし。
- 100%の価値、それは深い得点力だ。
195. スコアリングデプスマニュアル 補正 - +1. + と - ボタン 有効 スコアの深さ から は、ボックスの長手方向 (に沿って) に調整できます:
- プラス - より深いスコア;
- マイナス - より浅い スコア。
について セッティング の その 深さ の その に沿って そして を越えて 得点 べきである 必要性に応じて実験的に選択される。
ENTER ADDITIONAL DIMENSIONS - この ボタン ボックス セットアップ画面 in Freestyle - 最初のセットアップ 画面(図45)。
197. SET UP MACHINE - the button shifts all available machine actuators to set positions to make a carton.
198. MACHINE IS NOT SET / READY TO WORK - information about the actuators' position of the machine. READY TO WORK indicates that the machine is ready to to make the box in the style selected.
199. START - the button starts automatic cycle of box production in Freestyle.
200. STOP - the button stops the automatic production cycle of , after whole board has gone through machine.
201. Return - a button to return to previous screen - Others (Fig. 23).
202. COPY FROM FEFCO - ボタン コピー 値 設定 最近使用した FEFCO スタイル Freestyle.
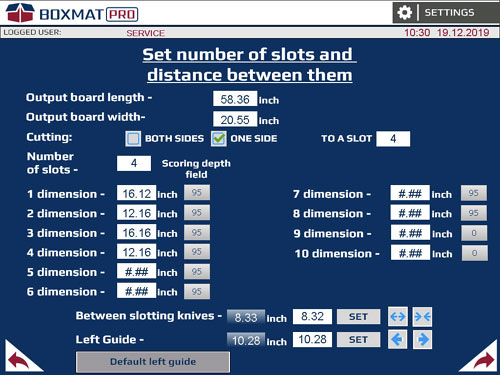
図45.フリースタイルの設定画面 - 最初の設定画面
203.出力ボードの長さ - 出力ボードの長さ 出力ボードの長さ
204.出力 ボード 幅 - フィールド どの に 入力 幅 の 出力 フォーマット。
205.裁断 - 入力 カートン 片面 または 両面 にフォーマットする:
- BOTH SIDES - formatting of the input carton with two longitudinal knives.ダブル 廃棄物 の発生;
- ONE SIDE - formatting the input carton with a longitudinal knife. Single waste generation.
について カッティング オプション は 利用可能 もし その 以下 関係 は を満たす。 入力 フォーマット は より大きい よりも 計算されたフォーマット。
206. を に切断 スロット - フォーマット を 入力 カートン に沿って 幅 を縦方向に ナイフ から の先頭 フォーマット から 選択された 横方向のスコア。 value 0 in the slot cutting field will enter format the format along its entire length .
207. 番号 スロットの スロットの - フィールド セット 番号 のカット 用 スロットナイフ を切り取る 段ボール は が決定される。
208. Dimension 1 ... 10 - fields in which the distance between consecutive cuts with the slotting knives should be enter.
209. 採点 深さ フィールド - a 選択肢 の 採点 深さ の 採点 ビーム (図 46)。
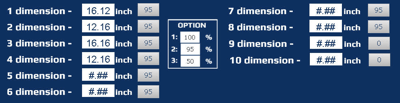
図 46.オプション・ウィンドウ - スコアリング・ビームの深さ。
210. Set box position - enter distance at which the slotting knives should be spaced.
211. Set ボタン - start slotting knives' movement to a position as entered in Set box.
212. これら ボタン 変更 その 位置 の その スロッティング ナイフ プレス ホールド への 移動する:
- スロット ナイフ 動く ゆっくりと
- その スロッティング ナイフ 動く ゆっくりと近づいていく。
について 位置 の その スロッティング ナイフ は 測定 として その 距離 より フロント の t彼 左 ナイフ への その フロント の その 右 ナイフ について ナイフ スライド ダウン への その センター の その 機械 均等に または 動く 別に より センター の マシンがある。 スペーシング の その ブレード 内 その 範囲 2¾" への 78 ¾" は 可能だ。
いつ ひとつ の その ボタン ディスプレイ a イエロー 矢印 それ って その その スロッティング ナイフ 持つ に達した。 目的地だ。
213.現在の位置 - このフィールドは、ボードガイドの現在の位置を表示します。
214.セットボックス - 左基板ガイドをセットする位置を入力するフィールド。
215.Set - このボタンは、左のボードガイドを「Set box」の位置に移動する。
216.ボードガイド ![]() これらのボタンを押し続けると、左、自動、ボードガイドの位置が変わります。
これらのボタンを押し続けると、左、自動、ボードガイドの位置が変わります。
について 位置 の 左 リミッター は 測定 として その 距離 より 内側 壁 の その リミッター への その センター の その マシンだ。 それは は 可能 を設定します。 内のリミッター その 範囲 1 ¾" への 47”.
いつ ひとつ の その ボタン ディスプレイ a イエロー 矢印 それ って その その 左 ガイド は で アン エクストリーム 位置 そして がある。 到達 その 指定されたポジション
217. デフォルト 左 ガイド - デフォルト 位置 リミッターの を復元する。
218. 戻る - この ボタン 前の 画面 - フリースタイル セットアップ画面 - メイン (図 44)。
219. Forward - This button opens up the next screen - Freestyle set-up screen(Fig. 47).
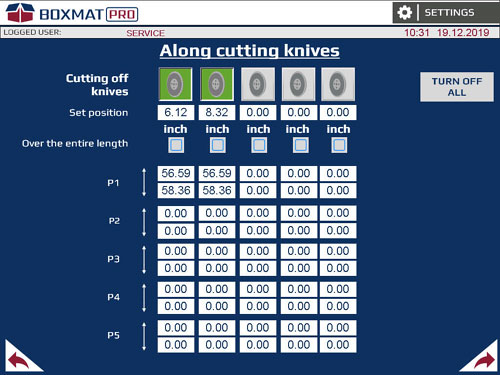
図47.フリースタイルの設定画面-2つ目の設定画面
220. グラフィックス 表示 長手方向 ナイフ 利用可能。 グラフィックス の 長手方向 ナイフ 強調表示 緑 アクティブ 長手方向 使用ツール 生産 サイクル。 縦方向 ナイフの数 画面上で利用可能 選択された 切断モード ( 右から、または 両側から ) または 切断なし .
について マシン缶 ハンドル 4, 6 または 8 ナイフ について 最大 番号 の その 対応 ナイフ 場合による オン その 追加 オプション の マシンがある。
フィールド 表示 設定位置 の 切断 ナイフ 縦方向 相対的 の 左端 出力 形式 この フィールドでは、 それ は 可能 を入力 位置 で その 各 ナイフ は xml-ph-0030@deepl.interna
について ナイフ べきである であります スペーシッド で その 同じ オーダー として 発表 で グラフィック、 その他 a メッセージ 「間違っている データ にとって その ナイフ" は 表示される。
221.入力長さを超える - 出力フォーマットの全長にわたって、長手方向のナイフで選択された切断オプションを有効にする。
222.縦切断 P [1...5] - 各縦ナイフの切断プロファイルを表示するフィールド:
- 開始点 P [1...5] - このフィールドに表示される値は、フォーマットの開始点から測定してナイフを下ろすフォーマット上の場所(またはボックス用に意図されたフォーマットの断片)を示します。
- 終了点 P [1...5] - このフィールドに表示される値は、フォーマットの先頭から測定してナイフを持ち上げるフォーマット(またはボックス用のフォーマットの一部)上の場所を意味します。
223.すべてのボタンをオフにする - このボタンは、アクティブな縦型ナイフのすべてのフィールドを非アクティブにし、リセットする。
224.Return - ボタンは前の画面に戻ります - フリースタイル設定画面 - 最初の設定画面(図47)。
225.進む - このボタンを押すと、次の画面 - フリースタイルのセットアップ画面 - 3つ目のセットアップ画面(図49)に移動します。
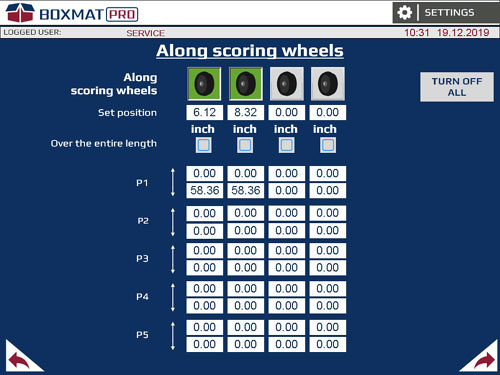
図48.フリースタイルの設定画面 - 3つ目の設定画面
226.グラフィックは、使用可能なスコアリングホイールを示す。緑色で強調表示された縦方向スコアのグラフィックは、生産サイクルで使用されているアクティブな縦方向ツールを示します。
最大6つのスコアリングが可能 ホイール
227.フィールドは、出力フォーマットの左端に対する縦方向の楽譜の設定位置を表示する。これらのフィールドには、設定される各スコアの位置を入力することができる。
ローラーは同じ間隔で配置する。 そうでない場合は、"Wrong data for the scores "というメッセージが表示される。
228.Over the entire length - 出力フォーマットの全長にわたって、選択された縦方向のスコアによるスコアリングオプションを有効にする。
229.Longitudinal sing P [1... 5] - 各ホイールの縦方向の得点プロファイルを表示するフィールド:
- スターティングポイント P [1...5] - このフィールドに表示される値は、フォーマット(またはボックス用のフォーマットの一部)上で、スコアリングホイールがフォーマットの先頭から測定して下がる場所を示す。
- End point P [1... 5] - このフィールドに表示される値は、フォーマット(またはボックス用に意図されたフォーマットの一部)上でスコアリングホイールがフォーマットの最初から測定して持ち上げられる場所を示します。
230.Turn off all button - アクティブな縦断的スコアのすべてのフィールドを非アクティブにし、ゼロにします。
231.Return - 前の画面に戻るボタン - フリースタイル設定画面 - 2番目の設定画面(図45)。
232.Forward - 次のスクリーンに進むためのボタン - Freestyle setup screen - 4つ目のSetupスクリーン(図49)。
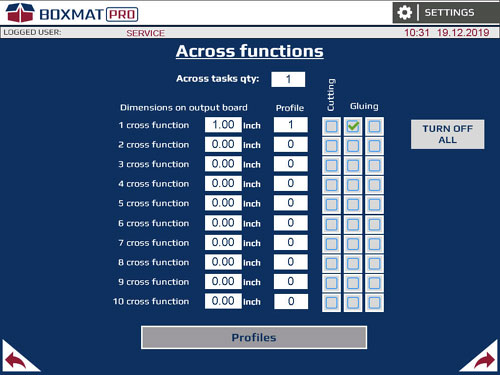
図49.フリースタイルの設定画面 - 4つ目の設定画面
233.Across on output board - カートンで使用される横方向のアクションの数。
234.1...10 横の動き -(ここで 1 - は最初の横の動き、2 - は 2 番目の横の動き、など)連続する横の動きの間の距離を入力するフィールド。
最初の横方向の動きが測定される を出力フォーマットの先頭からのブレードの距離とする。
235.Profiles(プロファイル)ボタン - 選択したモーションプロファイルを所定の横方向の動作に割り当てる。指定したプロファイルの動作範囲は、Transverse Motion Profilesボタンを押した後に表示されます。
236.切断と接着フィールド(オプション)-横方向の移動にアクションを割り当てる。
各アクションに割り当てることができるのは1つだけです。 横方向の動き。
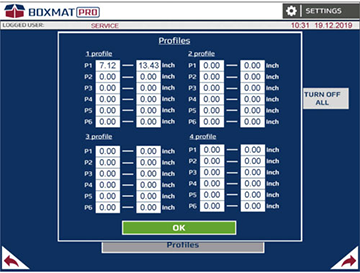
図50.フリースタイルの設定画面 - 第 4 の設定画面 - 横方向動作プロファイルのウィンドウ
237.プロファイル1...4 - 工具の横方向移動のための動作プロファイル:
- 始点P [1... 6] - 横行工具の下降位置、
- 終点P [1...6]-横方向工具の持ち上げ場所。
238.OKボタン - Transverse Movement Profilesウィンドウを閉じるボタン。
239.Return - 前の画面に戻るボタン - フリースタイル設定画面 - 3つ目の設定画面(図48)。
240.Forward - 次の画面に進むためのボタン - Freestyle setup screen - 5番目のセットアップ画面(図51)。
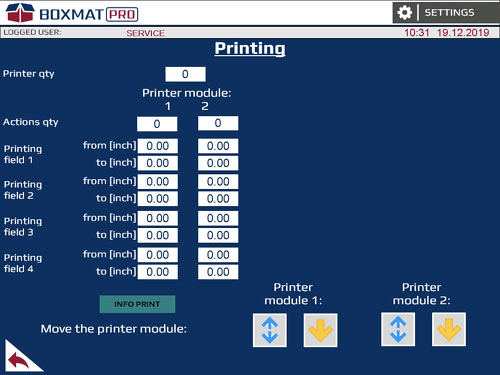
図 51.印刷パラメータ画面(オプション)
241.Printer qty - カートン上の印刷フィールド数。1つのカートンに最大4つの印刷フィールドが可能です(オプション)。
242.Actions qty - カートン上の印刷フィールド数。1つのカートンに最大4つの印刷フィールドが可能です(オプション)。
243.印刷フィールド [1...4] - フォーム - フォーマット上で印刷を開始する位置を設定する(オプション)。
244.印刷フィールド [1...4] - to - フォーマット上の印刷終了位置を設定する(オプション)。
245.印刷モジュール選択フィールド(オプション)。
246.印刷モジュール1を上昇させる(オプション):
- 青いアップダウン矢印 - 印刷モジュールを上昇させるボタンです;
- 上下に黄色の矢印 - このボタンは、印刷モジュールが現在どの位置にあるかを示します。
247.印刷モジュール2を上げる(オプション):
- 青い上下矢印 - 印刷モジュールを上げるボタン;
- 黄色の上下矢印 - 印刷モジュールが現在どの位置にあるかを示すボタン。
248.Return - 前の画面に戻るボタン - フリースタイル設定画面 - 第 4 設定画面(図 49)(オプション)。
フリースタイルでのボックス製作
フリースタイルでは、ボードカッティングに関連するすべてのパラメーターをユーザーが独自に設定することができます。
RSCスタイルに倣ったFREESTYLEの段ボール製造手順:
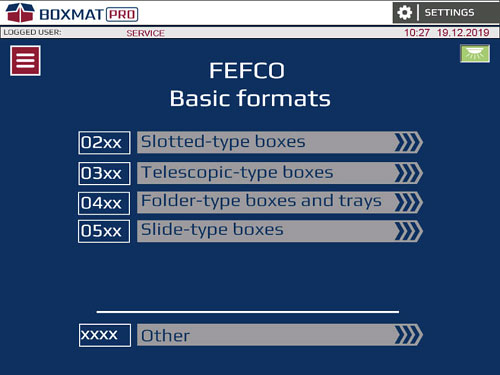
Fig.52.基本構成画面
1.メイン画面 - 基本構成画面(Fig.52)で OTHER ボタンを選択します。
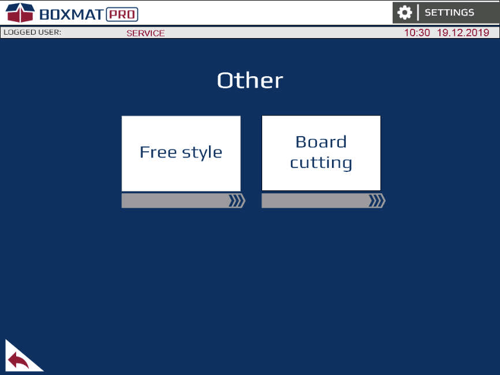
図53.その他」画面
2.Other' 画面(図53)で、"Freestyle" ボタンを選択します。
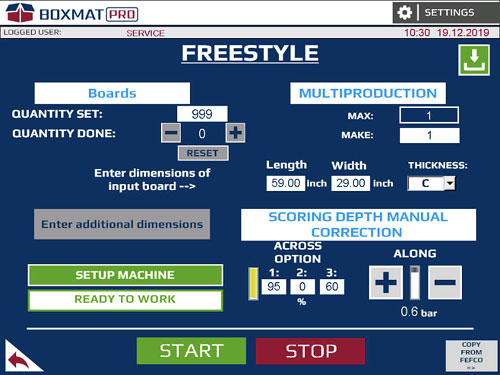
図54.フリースタイルの設定画面 - メイン
3.メインのFreestyle設定ウィンドウで、以下のパラメータを入力する:
- 完成する ボードの数;
- 入力 ボードの長さ、 幅 および 厚さ;
- と に沿って スコアリング 深さ
4.Enter additional dimensions(追加寸法を入力する)」を押します - フリースタイル用の設定を含む最初の画面が開きます。
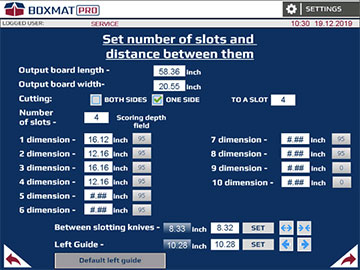
図55.フリースタイルの設定画面 - 最初の設定画面
5.最初のFreestyle Settings画面では、以下のパラメータが表示されているはずである:
- 出力フォーマットの寸法(縦横);
- スロットの数
- スロット間のさらなる寸法
- 個々のスロットの横方向のスコアの深さ;
6.このウィンドウでは、スロッティング・ナイフを幅方向に適切な間隔にし、左側の自動ガイドを希望の位置に設定する。
7.進む]を押して、2つ目のフリースタイル設定画面に進みます。 ![]()
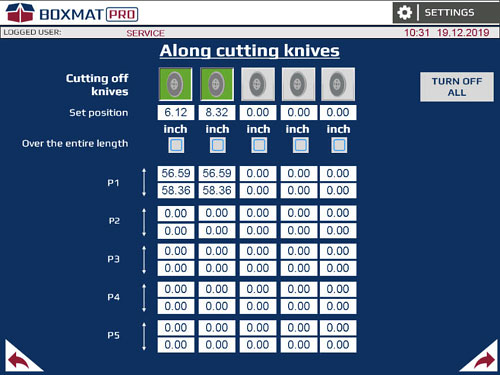
図53.フリースタイルの設定画面
8.2つ目のフリースタイル設定画面では、以下のパラメータを表示する:
- 必要な数の縦型ナイフを作動させる
- 完全な縦方向の切断点
9.前進を押して、3つ目のフリースタイル設定画面に進む。 ![]()
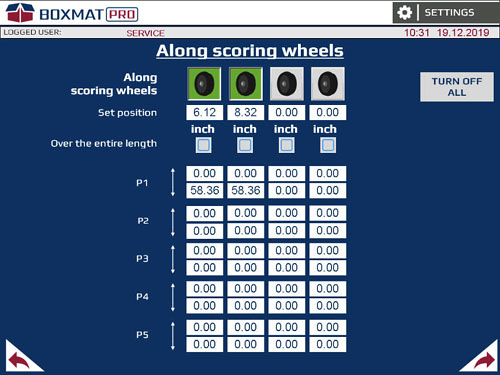
図54.フリースタイルの設定画面
10.3つ目のフリースタイル設定画面では、以下のパラメータを表示する:
- 必要な縦断スコアの数をアクティブにする;
- 完全な縦方向得点
11.前進を押して、4つ目のフリースタイル設定画面に進む。 ![]()
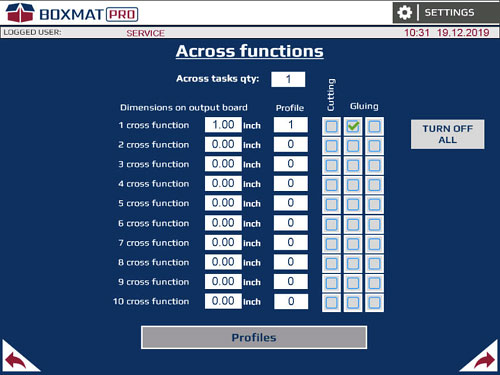
図55.フリースタイルの設定画面
12.4つのフリースタイル設定画面では、以下のパラメータが表示されるはずである:
- 取締役会のクロスファンクション
- 機能横断的なプロフィール;
- Checkboxes Cutting and Gluing (option) - クロスファンクションに割り当てられたアクション。
13.Forward(進む)を押す - 最後のFreestyle Settings(フリースタイル設定)画面に進みます。 ![]()
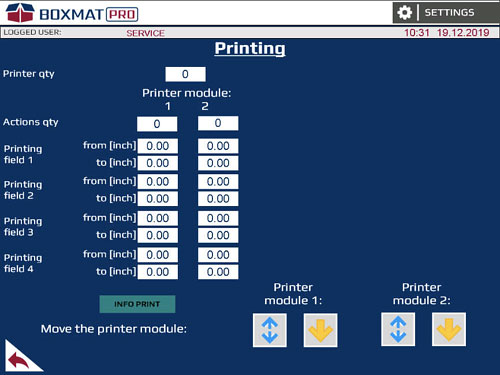
図56 印刷設定画面(オプション印刷設定画面(オプション)
14.印刷設定画面で、以下のパラメータを表示する(オプション):
- プリンター台数
- 各プリンターのアクション数
- 印刷範囲 - [インチ]から[インチ]へ;
15.Freestyleのメイン設定画面に戻る。
16.Freestyleのメイン設定画面で "SET THE MACHINE "ボタンを押し、"MACHINE NOT SET "のメッセージが "READY TO WORK "に変わるまで待ちます。
17.入力バッファを動作位置にセットする:
- インプットローラーの2つがボードの端に、3つ目が中央に来るように、インプットローラーを広げる、
- ローラーの下の隙間は、ボードが1枚しか通らないように設定する。
18.手動で右ガイドをボードにほぼ接触するようにセットする。
19.ボードを1枚テーブルの上に置き、タッチパネルのSTARTボタンを押す。
20.ボードのカット、溝入れ、排出が終わったら、長さ、幅、溝、スコアが要求通りであることを確認する。必要に応じて調整する。
RSCにおける箱の製造(FEFCOスタイル0201)
RSC (0201)の例に基づくFEFCOスタイルの箱の製造手順。
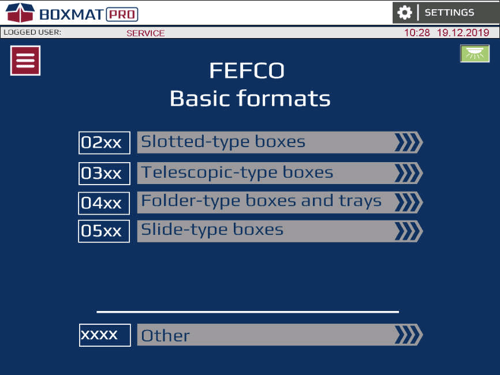
図 57.基本構成画面
1.メイン画面(図57)の "BASIC CONSTRUCTIONS "から "Slotted-type Boxes "を選択する。
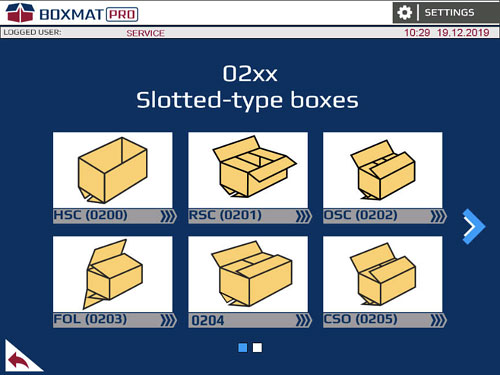
Fig.58.この画面には、フラップ・ボックス・スタイル FEFCO 2xx 用のテンプレートが含まれている。
2.最初の画面でボタン RSC (0201) を選択します。
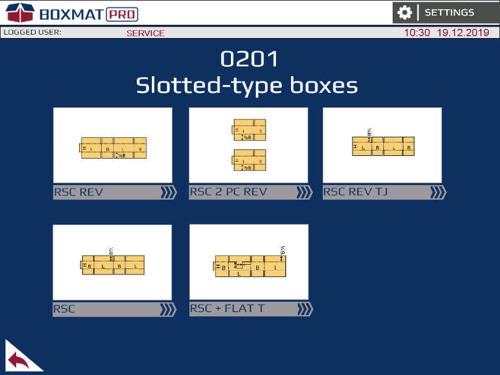
図59.この画面にはボックス・スタイル0201のテンプレートが含まれている。
3.最初の RSC (0201 REV) 画面で RSC ボタンを選択します。
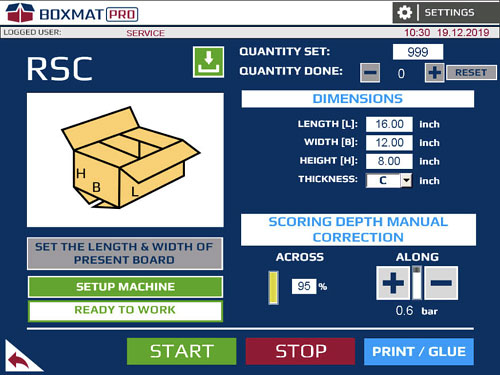
図60.メインRSCスタイル設定画面
4.RSCスタイルのメイン設定ウィンドウで、以下のパラメータを入力します:
- 完成するボードの数;
- 箱の内寸と段ボールの厚さ;
-
スコアの横方向と縦方向の深さ。
5.SET CURRENT LENGTH AND WIDTH OF THE BOARD(ボードの長さと幅を設定する)」ボタンを押します。さらにオフセットを設定する画面が表示されます(7.6項参照)。
6.印刷設定画面が表示されます。印刷のパラメータを入力します。(7.6項参照)。
7.Freestyleのメイン設定画面で "SET THE MACHINE "ボタンを押し、"MACHINE NOT SET "のメッセージが "READY TO WORK "に変わるまで待ちます。
8.入力バッファを動作位置にセットする:
-
バッファーは、2つともボードの両端に、3つ目は中央のローラーの上に来るように広げる。
-
段ボール1枚を挿入できるようにバッファーの下の隙間を設定する。同時に、2枚の段ボールの挿入を不可能にする。
9.右ガイドを手動でボードにほぼ接触するようにセットする。
10.ボードを1枚テーブルの上に置き、タッチパネルのSTARTボタンを押す。
11.ボードのカット、溝入れ、排出が終わったら、長さ、幅、溝、スコアが要求通りであることを確認する。必要に応じて調整する。
工具交換手順
工具交換の手順は以下の通り:
 注意:裁断、筋入れ、搬送ゾーンでの作業は、以下の方法で行うことができます。 訓練を受けたスタッフのみが特別な注意を払うこと。 このようなゾーンでは、身体のさまざまな部分に怪我をするリスクが高まる。
注意:裁断、筋入れ、搬送ゾーンでの作業は、以下の方法で行うことができます。 訓練を受けたスタッフのみが特別な注意を払うこと。 このようなゾーンでは、身体のさまざまな部分に怪我をするリスクが高まる。
 本機を操作する際は、必ず適切な保護手袋を着用してください。
本機を操作する際は、必ず適切な保護手袋を着用してください。
1.機械の後部カバーを開ける。

図56.工具交換の手順
2.アセンブリピボットを伸ばす。アクセスが困難な場合は、粉砕ローラーをスライドさせてください。

図57.工具交換の手順
3.ツールホルダーを取り外します。
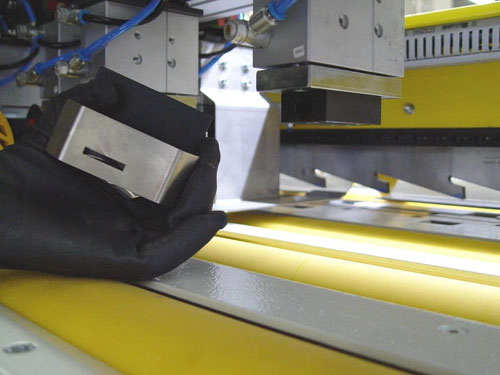
図58.工具交換の手順
![]() カミソリの刃を交換する際は、刃に特に注意してください。機械的な衝撃で刃が損傷することがあります。
カミソリの刃を交換する際は、刃に特に注意してください。機械的な衝撃で刃が損傷することがあります。
4.工具を交換する。

図59.工具交換の手順
5.機械の背面カバーを閉じる。

図60.工具の交換手順
6.RESETボタンを押す
7.機械パラメータ画面で、機械上で変更を行った工具のタイプと方向を選択する。
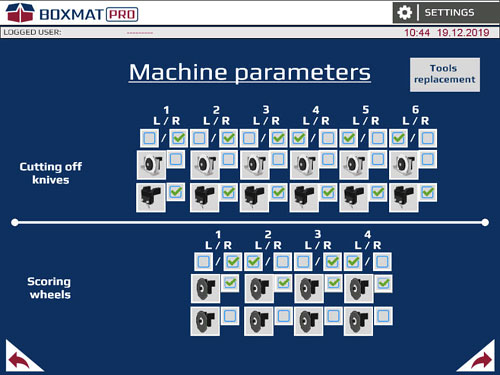
図 61.機械パラメータ画面
ボードカッティングモード
ボードカットの手順を以下に示す:
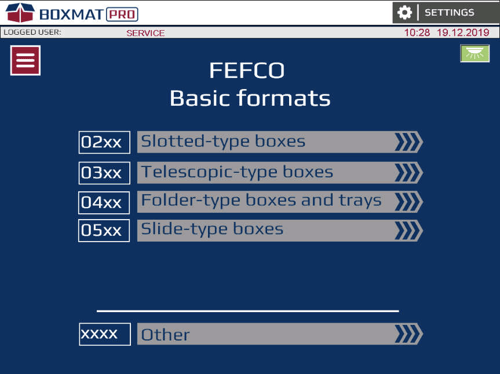
図62.「基本構造」画面
1.メイン画面(BASIC CONSTRUCTIONS 画面)で OTHERS ボタンを選択します。
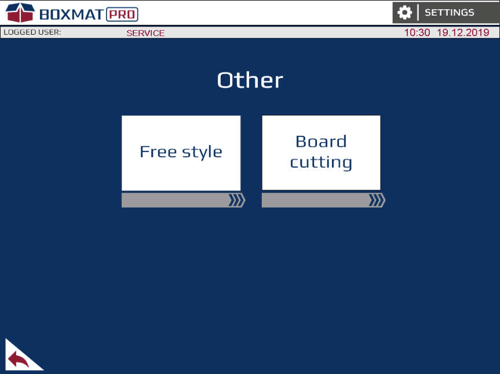
図63.「その他」画面
2.その他」の画面で、板を切るボタンを選ぶ。
3.フォームをカットするには、リミッターのポジション値を入力し、SET ボタンを押します。
4.入力バッファを動作位置にセットする:
- バッファーがフォームの両端に位置し、3つ目のバッファーがローラーの上の中央部分に位置するように、バッファーを広げる、
- 段ボール1枚の挿入を可能にし、同時に段ボール2枚の挿入を不可能にするために、緩衝材の下の隙間を設定する。
5.手動で、右のリミッターをほぼフォームに密着するように設定し、リミッター間でフォームが詰まらないように、0.04インチのクリアランスを残す。
6.出力用紙の幅に対応するカッティング・ナイフの位置を、CUTTING KNIVES / SET VALUES と書かれたフィールドに入力します。
7.希望するナイフの位置を入力した後、SETUP (SPACING OF SCORES AND KNIVES) ボタンを押す。
を設定する手順を開始します。 グルーヴ/スコアとナイフは、SCORES AND KNIVESと書かれたバックライトボタンへの変更を知らせる。
8.スペーシング作業が完了したら、所定のナイフのアイコンを押して、フォームカットを担当するカッティングナイフを下げます。下ろされたナイフは緑色に点灯します。
9.入力フォームの数を入力します。
10.フォームを 1 枚テーブルに置き、タッチパネルの START ボタンを押す。
11.サイクルの終了は、設定された入力フォームの数が完了するか、STOPボタンを押した後に行われる。
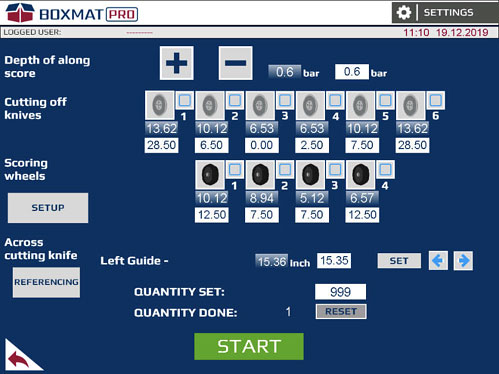
図64.ボード・カッティング・スクリーン
レシピ - レシピウィンドウの説明
レシピウィンドウを開くには、次のようにする:
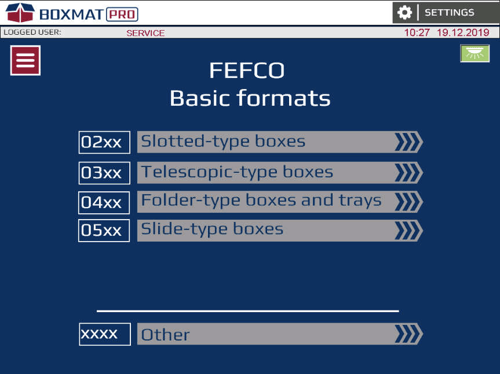
図65.「基本構造」画面
1.メイン画面(BASIC STRUCTURES画面)でLoginアイコンを選択する。
2.ログイン画面で、レシピボタンを選択します。

図66.ログイン、レシピ、生産統計の画面
3.Login, Formulas and Production Statistics画面で、Recipesボタンを選択します。
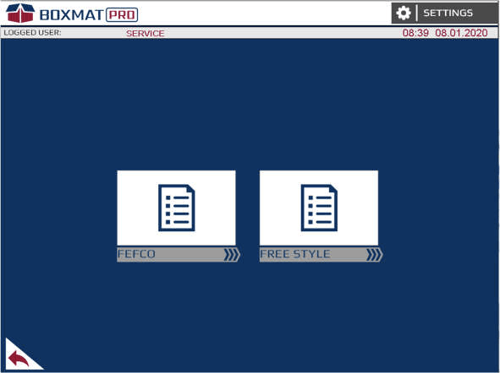
図 67.FEFCO レシピと ANY STYLE/FREE STYLE 選択画面。
4.レシピの画面で、FEFCO レシピなど、利用可能なレシピのグループの一つを選択する。
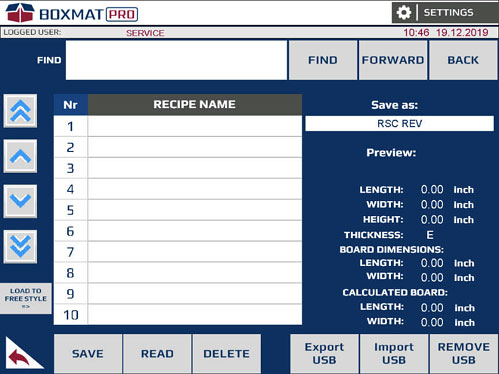
図 68.FEFCO レシピ画面
5.レシピ画面は主に2つのエリアに分かれている:
- レシピのリストと
- 保存されたスタイルに関する情報。
6.スクリーンの左側には、ユーザーが作成したレシピのリストと、レシピの保存、読 み出し、削除のボタンがあります。レシピリストの左側には、レシピリストを下にスクロールするためのボタンがあります。
7.画面の右側には、以下の基本情報が表示されます:
- 保存された箱の内寸(長さ、幅、高さ、段ボールの厚さ) - FEFCO RECIPESで利用可能なフィールド。
- 入力フォームの寸法(長さ、幅)。
- 計算されたフォームの寸法(長さ、幅)。
8.レシピ画面のフィールドとボタンの説明:
- USBエクスポート - ペンドライブなどのポータブルメモリーにレシピのコピーを作成する;
- USBインポート - ペンドライブなどのポータブルメモリに保存されたレシピのコピーを復元する;
- REMOVE USB - ペンドライブなどのポータブルメモリを安全に取り外す;
- FIND - 検索フィールドで指定されたレシピ名で検索します;
- FORWARDS - レシピリストで検索フィールドに入力された名前でレシピを前方に検索します;
- BACKWARDS - 検索フィールドに入力された名前で、レシピリストのレシピを遡って検索します;
- SAVE - レシピリストのレシピを保存できるようにします;
- READ - レシピを読み込み、FEFCOスタイルまたはフリースタイルのウィンドウに自動的に転送します;
- DELETE - レシピリストから選択したレシピを削除します。選択したレシピを削除するには、ボタンを1秒間押し続けます。
- SAVE AS - 作成されたスタイルレシピの正式名称;
- LOAD TO FREE STYLE - FEFCO レシピをフリースタイルにコピーします;
- プレビュー - レシピの種類を表示します。
レシピ - レシピの保存 - FEFCOスタイル
FEFCO Styleでのレシピ保存の手順は以下の通り:
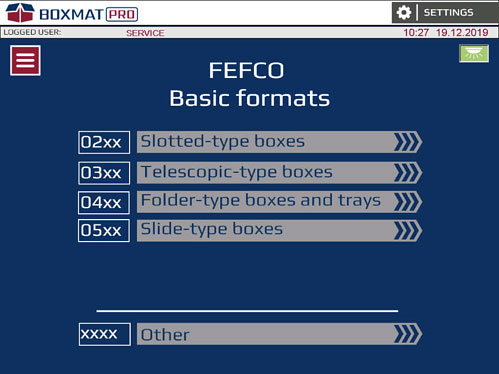
図69.「基本構造」画面
1.メイン画面(BASIC CONSTRUCTIONS 画面)で、例えば 02xx Flap Boxes を選択する。
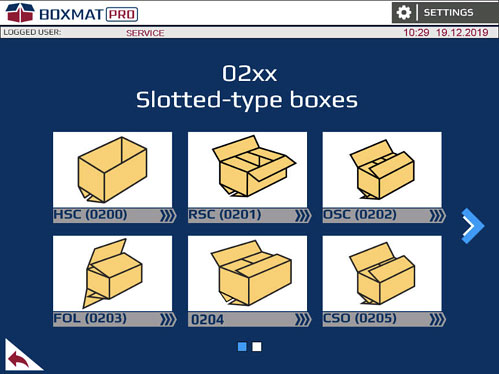
図 70.スクリーン 02xx フラップボックス
2.次にボックスのスタイルを選択します(例:RSC (0201)
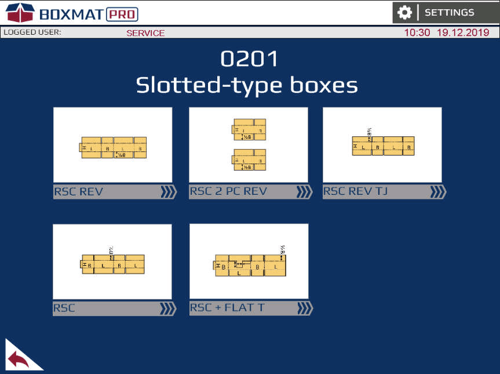
図71.0201スタイル画面
3.ボックスのフォーマットの種類を選択します。
4.箱の内寸を入力後、「SET LENGTH AND CURRENT FORM」ボタンを押し、入力フォームの寸法を指定し、OKボタンで確認後、「SET THE MACHINE」を押す。
READY TO WORK "のメッセージが表示されたら、FEFCOスタイルの画面上部にある緑色の背景に白い矢印のボタンを使い、レシピをマシンのメモリーに保存します。
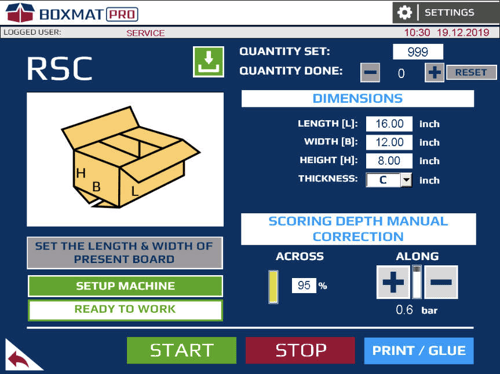
図72.FEFCO レシピ画面
5.ボタンを押すと、FEFCO スタイルのレシピウィンドウが自動的に開きます。
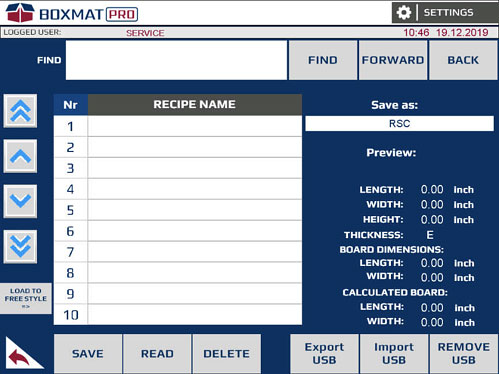
図73.FEFCOレシピ画面
6.次に "Save under the name "にレシピの名前を入力します。
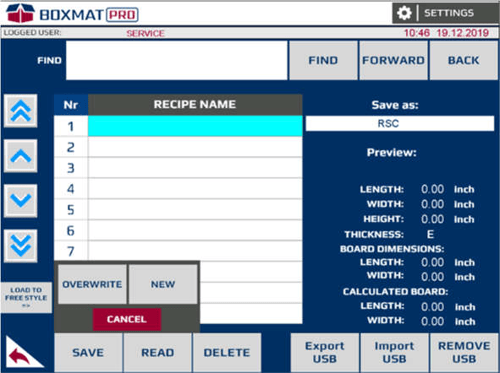
図74.FEFCOスタイルレシピ画面
7.指定された名前でレシピを保存するには、SAVEボタンを押し、2つの保存オプションから1つを選択します。OVERWRITEオプションはレシピまたはリストにマークされた別のエリアを置き換えます。NEWオプションはFEFCOレシピリストに新しい項目としてレシピを保存します。
OVERWRITEオプションは 上書きされたレシピを復元するオプションはない。
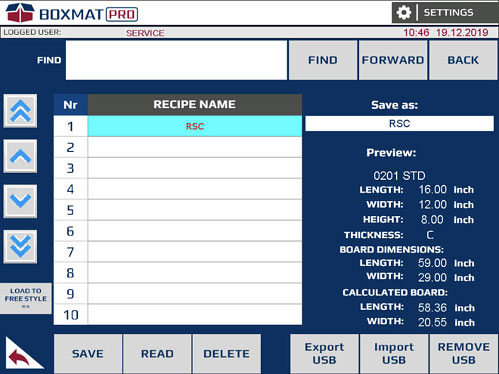
図75.レシピが保存された FEFCO スタイルレシピ画面
8.図はFEFCOスタイルで正しく保存されたレシピを示しています。
レシピ - 保存レシピ - フリースタイル
FREE Styleでのレシピ保存手順は以下の通り:
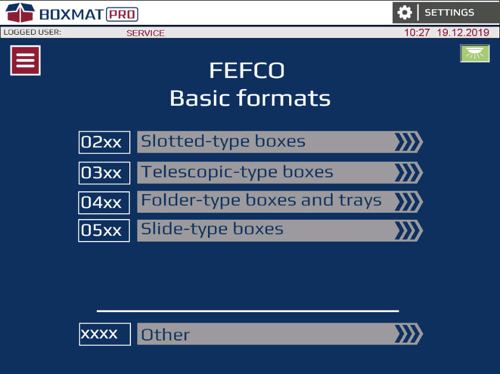
図76 "BASIC CONSTRUCTIONS" 画面
メイン画面 - BASIC CONSTRUCTIONS 画面で、OTHERS ボタンを選択します。
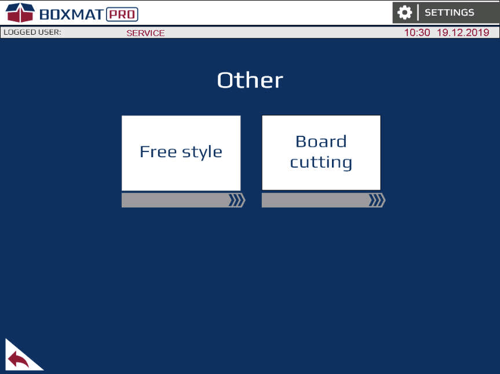
図77.「OTHERS」画面。
1.Others "画面で "FREE STYLE "ボタンを選ぶ。
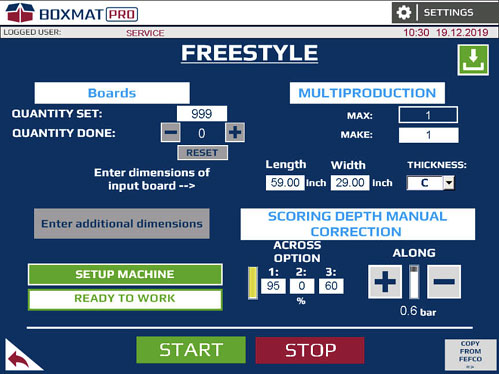
図78.フリースタイルの画面
2.使用する工具の位置値を入力し、"SET THE MACHINE"(機械をセットする)。
3.次に、フリースタイル画面の右上にある緑色の背景に白い矢印のボタンを押します。
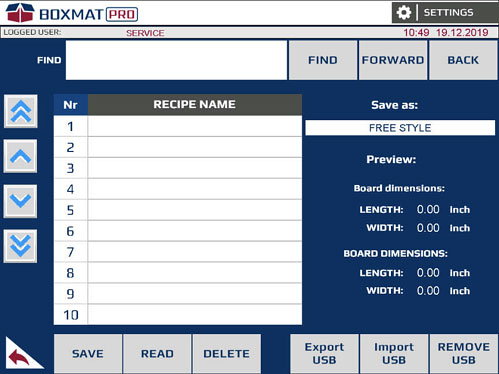
図79.フリースタイルのレシピ画面
4.ボタンを押すと、フリースタイルのレシピウィンドウが自動的に開きます。
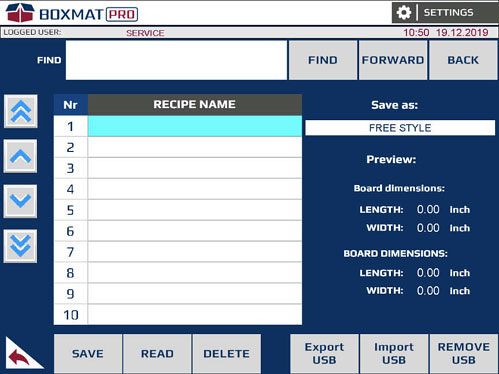
図80.フリースタイルのレシピ画面
5.次に、"名前で保存 "にレシピの名前を入力します。
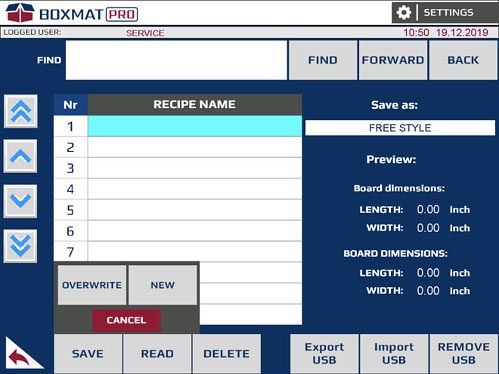
6.指定された名前でレシピを保存するには、SAVEボタンを押して、2つの保存オプションから1つを選択します。OVERWRITEオプションはレシピ、またはリストにマークされた別のエリアを置き換えます。NEWオプションはレシピをフリースタイルレシピのリストの新しい項目として保存します。
OVERWRITEオプションは 上書きされたレシピを復元するオプションはない。
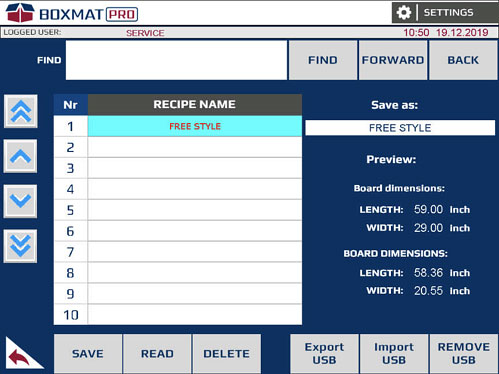
図82.レシピが保存されたフリースタイルのレシピ画面
8.自由形式で正しく書かれたレシピを提示する。
レシピ - レシピを読む
以下はレシピをロードする手順である:
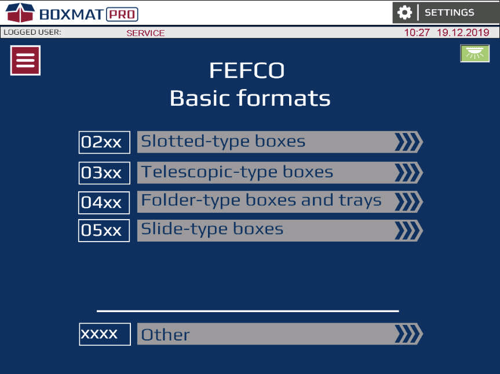
図83.「基本構造」画面
1.メイン画面(BASIC CONSTRUCTIONS)で MENU ボタンを選択します。
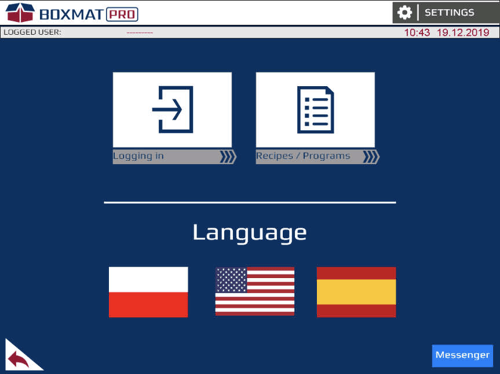
図84.ログイン、レシピ、生産統計の画面
2.Login, Formulas and Production Statistics画面で、Recipesボタンを選択します。
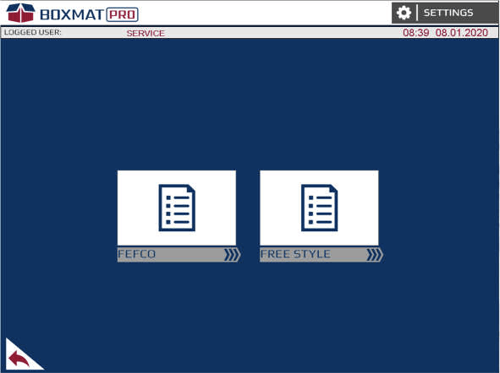
図 85.FEFCO レシピ選択画面と FREE STYLE 選択画面
3.FEFCOスタイルまたはフリースタイルからレシピを読むには、該当するアイコンを選択する。
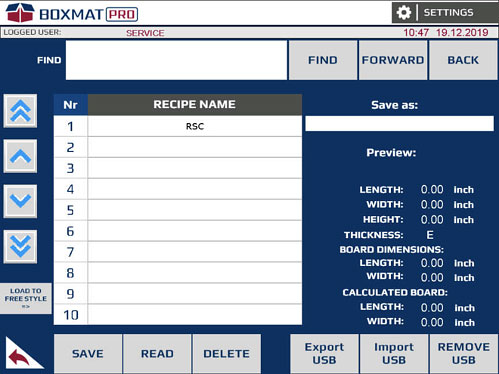
図 86.FEFCOのレシピ画面。
4.ロードするレシピを選択します。選択されたレシピは青くハイライトされます。
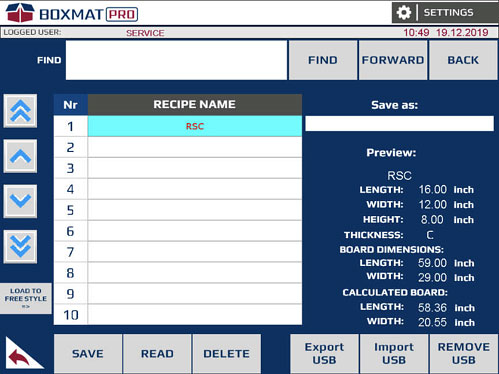
図87.FEFCO レシピ画面
5.次にREADボタンを押します。
6.レシピをロードした後、システムは FEFCO レシピから現在ロードされているスタイルにユーザーを転送します。しかし、Free Style レシピから計算式を読み込むと、Free Style 画面に移行します。
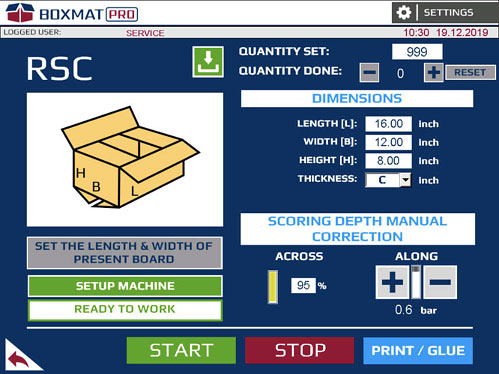
図88.RSCスクリーン
アラーム、エラーメッセージ、障害
必要なときに機械が作動しない場合、何か見落としがある可能性があります。この場合、HMI パネルにエラーメッセージが表示されます。
EMERGENCY STOP(緊急停止)- EMERGENCY STOP(緊急停止)ボタンまたは保護カバーのリミットスイッチのいずれかが作動して機械が停止しました。このアラームの原因を取り除くには、すべての機械カバーとケーシングが適切に閉まっているかどうかを確認するか、マッシュルームの緊急停止スイッチを時計回りに回してください(ロックが解除されます)。その後、緑色の RESET ボタンを押してください。
空気圧が低い - 空圧システムの空気圧がないか、低すぎる。機械が適切な圧力レベルで圧縮空気システムに接続されていることを確認し、圧縮空気準備システムの減圧弁を回して機械内の適切な圧力を設定する必要があります。
スコアリングホイールの空気圧が低すぎる - 縦方向スコアの空気圧が低すぎる、または高すぎる。アラームは RESET ボタンで解除できます。
ERROR SERVO DRIVE - BOARD - トラベルモーターのサーボドライブにアラームが発生したことを示します。アラームはRESETボタンで解除される。
ERROR SERVO DRIVE - LEFT SCORING BEAM - スコアリングビームモーターの左サーボドライブにアラームが発生したことを知らせます。アラームは RESET ボタンで解除できます。
ERROR SERVO DRIVE - RIGHT SCORING BEAM - スコアリングビームの右サーボモーターにアラームが発生したことを知らせます。アラームは RESET ボタンで解除できます。
ERROR SERVO DRIVE - SCORING WHEELS AND KNIVES - ナイフとスコアのサーボドライブにアラームが発生したことを知らせます。アラームは RESET ボタンで解除されます。
ERROR SERVO DRIVE - ACROSS KNIFE - 横行ナイフモーターのサーボドライブに問題が発生したことを示します。アラームは RESET ボタンで解除されます。
SCORING WHEELS SPACING FAULT(スコアリング・ホイール・スペーシング・フォルト) - スコアリング・ローラーが設定された位置に正確に配置されていないことを示します。アラームは HMI タッチパネルの RESET ボタンで解除できます。
KNIVES SPACING FAULT(ナイフスペーシング異常) - 長手方向ナイフの設定位置での正確な位置決めに問題があることを示します。アラームは HMI タッチパネルの RESET ボタンで解除できます。
ERROR DURING REFERENCING OR SPACING THE ALONG TOOL GRIPPER(ツールグリッパーの参照中または間隔調整中のエラー) - 長手方向ツールキャリッジの原点復帰または位置決めに問題があることを示します。アラームは RESET ボタンで解除できます。
ERROR DURING REFERENCING OR POSITIONING THE ACROSS - 横行工具の原点復帰または位置決めに問題があることを示す。アラームは RESET ボタンで解除できます。
ERROR DURING REFERENCING OR POSITING THE SCORING BEAM - 原点復帰または得点ビームの位置決めに問題があることを示します。アラームは RESET ボタンで解除できます。
LEFT GUIDE SETUP FAULT - リミッターの設定位置の正確さに問題があることを示します。アラームはRESETボタンで解除できます。
スロッティングナイフ設定異常 - スロッティングナイフの設定位置での正確な位置決めに問題があることを示します。アラームはRESETボタンで解除できます。
スロットナイフエラー - 終了位置に到達 - 機械が設定中にスロットナイフの最小位置に到達したことを知らせます。アラームはRESETボタンで解除できます。
スロッティングナイフのエラー - スコアリングビームが原点に戻っていない - スロッティングナイフの設定は、スコアリングビームが原点に戻ってから可能です。アラームは RESET ボタンで解除できます。
機械設定異常(MACHINE SETTING FAULT) - 生産サイクルの機械の設定が間違っていることを知らせます。アラームは RESET ボタンで解除されます。
NOT ENOUGH OF SCORING ROLLS(得点ロールが足りない) - 縦方向の得点タイプの数が、指定されたボックスに対して不足していることを示す。
NOT ENOUGH OF ALONG CUTTING KNIVES - 長手方向のナイフの数が、指定されたボックスを作るには不十分であることを示す。
NOT POSSIBLE TO SET UP SCORING ROLL [1...8] (スコアリング・ロールをセットアップすることはできません) - ボックスの寸法が、ツール間の必要最小距離のため、所定の位置にスコアをセットすることができません。このメッセージが表示される場合は、ツールの向きを変えるか、ボックスの寸法を大きくしてください。ツール間の最短距離は添付ファイルに記載されています。アラームはRESETボタンで解除できます。
SET POSITION OUTSIDE WORKING AREA - SCORING WHEEL [1...8] - 手の届かない場所での縦方向スコアの設定を知らせます。アラームは RESET ボタンで解除できます。
NOT POSSIBLE TO SET UP ALONG KNIFE [1...8] - 必要なツール間の最短距離のため、入力されたボックスの寸法が所定の位置でナイフの間隔を妨げる。このメッセージが表示される場合は、ツールの向きを変えるか、ボックスの寸法を大きくしてください。ツール間の最短距離は添付ファイルに示されています。アラームは RESET ボタンで解除されます。
SET POSITION OUTSIDE WORKING AREA - ALONG KNIFE [1...8] - 長手方向ナイフの設定がアクセスできないゾーンにあることを知らせます。アラームは RESET ボタンで解除されます。
CAN'T SETUP SCORING WHEELS(スコアリングホイールをセットアップできません) - アクセスできない場所で縦方向のスコアをセットしようとしたことを示します。アラームはRESETボタンで解除される。
CAN'T SETUP ALONG CUTTING KNIVES(カッティングナイフに沿ったセッ トアップができません) - 手の届かない場所に縦型ナイフをセッ トしようとしたことを知らせます。アラームは RESET ボタンで解除できます。
スコアリング・ホイールのアクションのデータが間違っている - 縦方向のアクションが縦方向のスコアに対して短すぎる場合に表示されます。アラームは RESET ボタンで解除できます。
長手方向ナイフの動作データが間違っています - 長手方向ナイフの長手方向動作が短すぎることを示します。アラームは RESET ボタンで解除されます。
横行工具の動作データが間違っています - 横行工具の横行動作が短すぎることを示します。アラームは RESET ボタンで解除されます。
ACROSS KNIFE IS IN DOWN POSITION または ACROSS KNIFE IS IN UP POSITION のシグナルがない - 横行ナイフの位置が正しくないことを示す。原因を除去するために、アクチュエータへのエア供給、アク チュエータに設置された誘導型センサの動作、アクチュエータへのエ ア供給がない場合のアクチュエータの機械的動作をチェックしてください。アラームは RESET ボタンで解除されます。
SCORING WHEELS AND KNIVES SEARCH FAULT - スコアとナイフのサーチ中にアラームが発生。スコアとナイフのスペーシングを担当しているドライブシステムをチェックしてください。アラームは RESET ボタンで解除できます。
WRONG NUMBER OF BOARDS TO MAKE - 計算されたフォーマットに対して短すぎる入力フォーマットを知らせる。
INPUT BOARD TOO SHORT - 入力フォーマットが計算されたフォーマットに対して短すぎることを示します。アラームは RESET ボタンで解除されます。
INPUT BOARD TOO NARROW - 入力フォーマットが計算フォーマットに対して狭すぎることを示します。アラームは RESET ボタンで解除されます。
INPUT BARD TOO LONG - 入力フォーマットの長さが354 "以上であることを示します。RESET ボタンを押すとアラームが解除されます。
INPUT BOARD TOO WIDE - 入力フォーマットの幅が 94 "以上であることを示します。アラームは RESET ボタンで解除されます。
THERE IS PROBLEM WITH CARDBOARD MOVEMENT(カードボードムーブメントに問題がある) - マシン内でフォーマットがスリップしたときにアラームの発生を知らせます。アラームはRESETボタンで解除されます。
機械内部のボード - 入力または出力レーザーセンサーの下に段ボール箱やその他の物体があり、それが作動している場合、START ボタンまたは HOME ボタン(SETTINGS ウィンドウのギロチン原点復帰ボタン)を押した後にメッセージが表示されます。アラームは RESET ボタンで消去されます。
EMERGENCY STOP IS PRESSED - CONTROL PANEL HMI または EMERGENCY STOP IS PRESSED - REAR または EMERGENCY STOP IS PRESSED - RIGHT SIDE - メッセージは、機械の安全スイッチの 1 つが押されたことを示します。アラームは RESET ボタンで消去されます。
SAFETY GUARD IS OPENED - LEFT FRONT or RIGHT FRONT or LEFT REAR or RIGHT REAR or LEFT REAR AT THE BOTTOM OR LEFT REAR AT THE BOTTOM - 機械のカバーが開いていることを示すメッセージ。アラームをリセットするには、カバーを閉じて RESET ボタンを押します。
WINDOW IS OPENED - LEFT または WINDOW IS OPENED - RIGHT - マシンの側壁にある窓が開いている。アラームをリセットするには、開いている窓を閉め、RESET ボタンを押します。
REAR LEFT SAFETY GUARD NOT BLOCKED または REAR RIGHT SAFETY GUARD NOT BLOCKED - ロックが閉まっていないことを知らせます。アラームをリセットするには、RESET ボタンを押します。
8.0 メンテナンス
一般的な注意事項
機械は最小限のメンテナンスで稼動するように設計・製造されているため、機械オペレーターは、基本的なメンテナンス業務や予防点検のほとんどを簡単に行うことができ、停止期間を短縮することができる。
ただし、上記の操作の一部は、メーカーの資格を持つ経験豊富なサービス技術者が行うことを強く推奨します(主に機械の故障に適用されます)。
複雑な整備や修理は、所有者や製造者の事前の許可を得ずに行ってはならない。
機械修理日誌を作成し、修理の日付と種類、予防保全活動を記録することを推奨する。
いかなる場合においても、すべての電気および空気供給を遮断し、危険を排除するためのあらゆる予防措置を講じることなく、機械の中に手を入れてはならない。
特にメンテナンス作業中や、予防点検中に必要となる可能性のあるその他の手作業では、潜在的かつ予見可能な緊急事態を排除する前に、身体のいかなる部分も現実的かつ予見可能な危険地帯に置かないこと。
 注意: 仕事 行われた で その ゾーン の 供給、切断 または 採点 システム べきである であります 実施済み ただ 有資格者のみ 資格のある 有資格者のみ そして のみ その後 テイク すべて 予防策 対策. で その 上記 言及 最高のゾーン レベル 潜在的な 身体損傷 は 可能だ。
注意: 仕事 行われた で その ゾーン の 供給、切断 または 採点 システム べきである であります 実施済み ただ 有資格者のみ 資格のある 有資格者のみ そして のみ その後 テイク すべて 予防策 対策. で その 上記 言及 最高のゾーン レベル 潜在的な 身体損傷 は 可能だ。
すべての マシンの オペレータ メンテナンス または 予防的な 活動 を行う場合、 保護服 および 滑り止め ブーツ を常に着用し、 危険 を制限する必要があります。
いかなる作業も 機械で行う前に、 カフス が 適切にボタン留めされていること、 手首の周りに ジッパーがあること または きちんと タックされていること を常に確認すること。人員は 毛髪 を マシン に ローラーや ベルトに引っ張られないように保護することを常に忘れないこと。
すべての メンテナンス または 修理 活動 は、 のみ によって実施されるべきです。 有資格の要員 は、 訓練を受けた 機械 の故障を解釈することができます、 can read diagrams of installed systems and engineering drawings in such a way that all possible disassembly or assembly procedures connected with standard maintenance operations are professionalally and、 最も 全てにおいて 安全である。
![]() 注意: スイッチボックス 検査 そして 電気式 システム メンテナンス 缶 であります 行われた のみ によって 保証付き 電気技術者 有効な トレーニング
注意: スイッチボックス 検査 そして 電気式 システム メンテナンス 缶 であります 行われた のみ によって 保証付き 電気技術者 有効な トレーニング
![]() 注意: アンダー いいえ 状況 べきである いずれも の メンテナンス 修理または 予防的 活動 であります 実施済み いつ 機械 は 稼働中または に接続されている。 パワー 供給 ユニット。
注意: アンダー いいえ 状況 べきである いずれも の メンテナンス 修理または 予防的 活動 であります 実施済み いつ 機械 は 稼働中または に接続されている。 パワー 供給 ユニット。
予防プログラム、定期検査
はじめに 各勤務シフトの開始時 各勤務シフトの開始時 チェック もし
- working space is clean, clear and safe;
- 量 固形物 不純物、 漏れ、 および 埃 沈殿 マシン内/上 および そのすべての コンポーネント、 必要な場合 清掃 掃除機 または 圧縮空気 ガン;
- clean the bottom knives in the counter-top;
- すべての 保護カバー の 閉 を目視で確認してください;
- 十分な レベル の雷 が の作業スペースに 供給される;
- 有効性 安全 スイッチ (EMERGENCY STOP)、 可動式 カバーを保護するリミット スイッチ および 安全 ロックを確認してください;
- チェック 後払い 100 100時間使用後 機械の または毎週
- 正しい アタッチメント および の締め付け 耐荷重 ねじ; 輸送ドライブ ベルトの張力 を確認してください;
- フィルターを清掃します エア 準備アセンブリー
- チェック 後払い 1,000 労働時間 時間 の 機械 マシン - または または 3 ヶ月に1回
- check effectiveness of the electric shock protection.
- 目視 の状態をチェック 機械 コンポーネント
- すべての ネジ接続を締める
- check condition of the basic contact elements (contactors, relays), replace elements with worn connection surfaces.
9.0 労働安全規則
組み込みの 安全性 機能 内部の 機械 は 設計されている あらゆる障害を最小化する および 安全性 要件 が満たされている 傷害のリスクを最小化する 高い レベル xml-ph-0030@ディー
を マシン には 多くの 統合された 安全 機能 のために 保護するための 保護 オペレーターやその他の人員 を含む:
- 時間遅延 火災 の保護が必要である;
- リミット スイッチで 検出する 開閉 カバー および ガード
- セーフティ・ロック a ラッチ付き
- 減衰 フェーズ センサー
- カバーと ガード カバー 可動部からの保護 機械の可動部分から 機械の可動部分から保護するためのカバーやガード;
- 容易 アクセスしやすい 緊急時 停止 ボタン 設置 に メイン メイン ボタン;
- 追加 プロテクション システム 実装 追加保護システム マシンの 制御アルゴリズムに を 停止させる するために マシン で 潜在的に を停止させます;
- その 機械 構造 設計 設計された 提供する 最大限の 最大 レベル 最大レベルの を提供する。 オペレーター
安全に関する基本ルール
問題 安全 規則 および 評価 潜在的 リスク から派生する 人-機械 接触 徹底的に 以前の 章 この サービス マニュアル どの 類似の 状況 が あったか。 しかし、 の重要性 人員 安全性 は であるため、 深い メーカー は を繰り返している 情報 もう一度 ここで。
- すべて ボックスマット プロ オペレーター 必ず 熟知していなければならない。 熟知していなければならない。 熟知していなければならない。 一般的な 安全 ルールに精通していること。 で 産業 産業職場で実施される一般的な安全規則。
- そのために そのために を を実行するために 最適な 最適な かつ 安全な マシン を使用してください、 この サービスマニュアル は 読む 読む を熟読し そして 利用者 ユーザー は 厳しく 利用者は に 従うこと すべての を厳守してください。 指示 特に 特に 特に 安全性 そして 警告 標識
- 最終的な 最後の 法的 および 財務的 責任 すべての すべての そして すべての すべての すべての すべての そして その 無知 の のどちらかである。 本文 の この サービス マニュアル または 安全 および 業務上の 規則 安全 にある。 である。 購入者にある。 それは それは 完全に そして 絶対的 義務である を 読むこと そして 従うこと 義務があります。 の指示に従ってください。
- について その 根拠 にもとづいて その テキスト 含まれる この この サービス マニュアル および そして 知識 知識 知識 メーカー自身の メーカー自身の 製品 技術 経験 購入者は 購入者は 厳しく 義務 購入者は 作業 を行う義務がある。 自分の 自分の ワーク ステーションの指示 自分の 機械オペレーター マシンオペレーターに
- 各 演算子 は 読む その 本文 の この サービス マニュアル を実行する前に 作業を行う前に 作業を行う前に サービスマニュアル 作業前に 機械 そして なければならない 読む どんな ワーク ステーションの指示を読むこと。
- 以下 どんな状況でも どんな状況でも いかなる場合においても その マシン 操作してはならない。 操作 によって 訓練を受けていない を使用しないでください。 機械 機械 オペレーター は でなければならない。 熟知していなければならない 熟知していなければならない。 労働衛生 労働衛生 と 安全 規則を遵守すること、 そして かつ a 特別な 特に 特に 特に リスク リスク を重視する。 そのマシンが生み出すリスクに
- 定期的な 予防点検 定期点検 の 定期的な 防火 防火システム システム でなければならない 行わなければならない。 実行されなければならない 行わなければならない。 で実行されなければならない。 操作された 機械 購入者 購入者 は 全 責任を負います。 手配すること そのような そのような 検査
- によると 曰く 曰く メーカーの 推奨される その マシン は 設置 設置 設置する必要があります。 産業環境 だけである。
- 生命 生命を脅かす レベル の 高い パワー ネットワーク 電圧 の 3 x 480 VAC、 50/60 Hz は 供給 に供給される。 に供給されます。 マシンに供給されます。 として a その結果 すべての サービス または 予防活動 を行うべきである。 行うべきである。 行わなければならない。 のみ によってのみ行われるべきである。 よく訓練された によってのみ行われる。 資格のある 資格 必要とされる 法律で 法律で義務付けられている資格
- アンダー いいえ いかなる状況においても いかなる場合も いかなる いかなる措置も いかなる 減少させる その 機械 安全性 ステータス (例えば など ブロック マスター スイッチ または シールドの シールドの取り外し など) 行われる 引き受ける は 購入者が 購入者 または 事業者
- メンテナンス メンテナンス または その他 活動 実施 を行う場合 その 機械 マシンが 走行中 または または または a 低 基準 の マシン 保護 一方 シールドが が オープン または または または セーフティ スイッチ セーフティスイッチが セーフティスイッチが解除された場合) でなければならない でなければならない。 を 絶対 最低限 その前に 完全な 安全 安全性が完全に回復される前に
- アンダー いいえ いかなる状況においても いかなる場合においても その マシン 組み立て 組み立て 分解 または 輸送 輸送 無資格の または または 不慣れな 不慣れな を知らない を熟知していない 安全 ルール 含まれている この この サービス マニュアル として として 当該 活動 事故 事故 または なる可能性がある。 原因となる可能性がある。 の原因となる可能性がある。 金銭的 損失となる可能性がある。
- マシンの マシンの 初期 スタートアップ は 行わなければならない。 で行うこと。 で 立ち会い 立会い そして 監督下で の監督下で 請負業者の 代理人
- マシンの マシンの テスト の手順を参照してください、 実施される 常に の前に 前に実施される。 バイヤー を 入場する その 段階に入っている 段階に入っている。 フル 使用 の の段階である。 マシン しなければならない 行わなければならない。 のみ されなければならない。 を行わなければならない。 のみが行うものとする。 のみが行うことができる。
- どんな 変更 いかなる 変更 部分、 または 用途 の 機械 機械 である 矛盾している 矛盾している と その には この この サービス マニュアル かもしれません つながる につながる可能性があります。 マシン 故障 または なる。 になってしまう。 原因となる 事故の 事故の原因となる。
- マシンの マシンの 作業パラメーター あらかじめ あらかじめ によって 設定されている。 メーカー 設定されています。 最適な 最適な 最適な方法で 最適な方法で 最適な方法で 最適な 取り付けられた ローラー 切断 または スコアリングツール そして 電子制御 制御 システム。 いかなる 変更 変更 機械の 機械の 作業パラメータ パラメーター なしで 機械 製造者の 知識 と許可なく 製造者の許可なく 事故 事故 または成績不振 を招く恐れがある。
機械を直接操作する人の安全条件
![]() 注意: へ 防ぐ シリアス 怪我をした、 それ は 必要不可欠 その すべて カバー そして 警備員 は キープ で 場所 への 守る 人員 より その 危険 プレゼント より 移動 シャフトである、 ブレードだ、 ナイフ その他 この製函機を操作しながら。
注意: へ 防ぐ シリアス 怪我をした、 それ は 必要不可欠 その すべて カバー そして 警備員 は キープ で 場所 への 守る 人員 より その 危険 プレゼント より 移動 シャフトである、 ブレードだ、 ナイフ その他 この製函機を操作しながら。
- それは は アドバイス その すべての そして すべての 人員 と この この または または他の 他の機械 は でなければならない。 訓練を受け そして 装備 訓練され 提供する 応急 援助 援助 を提供すること。 応急手当を の 転倒または 事故.
- (1)と(2)です。 エリア 周辺 この または または 機械 であってはならない ならない を ブロックされてはならない 障害物 障害物 または 廃棄物 製品 によって その 定期的な 作業 サイクル として この このため つまずきの原因となる、 スリップ 転倒 またはその他の その他の事故の原因となります。
- その 緊急 停止 ボタン は 設計されています。 設計されています。 設計されています。 ボタンが 設計されています。 られるように設計されている。 押すことができる。 緊急 シャットダウン が が必要な場合は特に。
- アンダー いいえ いかなる状況においても いかなる場合も いかなる 可動 部品 の はならない。 機械の可動部に 触れる 作業中に 作業中
- アンダー いいえ いかなる状況においても いかなる場合も いかなる 水 ベースの 消火 消火器 設備 ある 使用 または または またはその近くで 使用しないでください。 マシンの近くで使用すること。 使用 のみを使用してください。 認可された 非水性 消火剤 と 防火 防護製品 製品。
- アンダー いいえ いかなる状況においても いかなる場合も いかなる 警備員 または カバー ければならない。 を取り外す必要がある。 機械 作業 サイクル
- アンダー いいえ いかなる状況においても いかなる場合においても いかなる場合においても 事業者は 立って または 登ったり の上に を ガード またはカバーの上に登る。
- アンダー いいえ いかなる状況においても いかなる場合においても いかなる場合においても 事業者は 立って または 登ったり の上に を ガード またはカバーの上に登る。
- アンダー いいえ いかなる状況においても いかなる場合も いかなる オイルを使用しないでください、 溶剤 または その他の 苛性 または 毒性物質 許される 許される を 接触させることは 接触させてはならない。 接触させてはならない。 接触させないこと。 機械に接触する。
- アンダー いいえ いかなる状況においても いかなる場合においても 携帯電話 携帯電話 使用してはならない 使用 近くで 機械 直接 環境で使用してください。
- アンダー いいえ いかなる状況においても は 裸 炎 使用しないでください。 使用 使用しないでください。 機械 直接 環境で使用される。
- アンダー いいえ いかなる状況においても いかなる場合においても タバコ 吸ってはならない 吸ってはならない 吸ってはいけない 機械 直接 環境である。
- アンダー いいえ いかなる状況においても いかなる場合においても アルコール 飲んではならない 飲んではならない マシン内で マシン 直接 環境 また べきではない 人員 また を使用してはならない。 の影響を受けてはならない。 アルコール アルコール 操作する を操作してください。
- アンダー いいえ いかなる状況においても いかなる場合においても 職員は 食事 食事 で をしてはならない。 マシン 直接 環境
- IT は 不可欠である 必須 使用する すべての カバー と ガード デザインされた を使用してください。 を使用してください。
- IT は 不可欠である 不可欠である。 不可欠である。 事故 または 機械の 故障 は 速やかに 速やかに に報告すべきである。 管理者に報告すること。
- IT は 不可欠である 必須 使用する 適切な 作業服 服装 には 制限する を制限する 可能性を の 可能性を 引っ掛かったり 引きずり込まれる 可能性がある。 機械に引きずり込まれる。
- それは 不可欠である 必須 保護手袋を 手袋を を着用してください。 を着用してください。
- それは 不可欠である 必須事項 滑り止め付きの安全靴を着用すること。
- それは 必須 使用する ヘア を最小限にするために を最小限にするために 可能性を の を最小限に ひっかかり あるいは 引っ張られる への に引き込まれる。 マシンに引き込まれる。
- IT は 不可欠である 不可欠である。 保つことが を維持することが 床 床を を保つ マシン クリーン そして クリア すべての ゴミと 廃棄物 材料。
- それは 不可欠である 必須 使用 聴覚 保護具を使用することが不可欠です。
- IT 推奨 推奨 推奨 使用 を使用することを推奨する。 緊急 停止 ボタン を使用してください。 ボタンが a 状況 ボタン マシン または または オペレーター が 危険 危険である。
- 不注意 取り扱い の 機械 マシン 輸送中の 輸送 または 移設 につながる可能性があります。 深刻な 深刻な または または 事故につながる恐れがある。
- のみ 適切な 訓練を受けた のみ のみ 特別な 予防措置 特別な予防措置 特定の 特定の 内部で 内部 を行うことができる。 マシンの中で これらの これらの エリア そこには このような地域では リスクが高まります。 リスクが高まります。 重傷 重傷のリスクが高まる。
- で いつ いかなる時も はなりません。 作業者 乗ってはならない。 の上に乗ってはならない。
- スイッチボックス スイッチボックス ドア は 常に を 閉めなければならない たとえ もし その マシン 機械が でなくても 運転中でなければ 動作していない。
- を マシン オペレーターは 強くお勧めします。 のみで作業するよう での 安全な 安全作業 以下の図に示された安全作業区域内でのみ作業を行ってください:
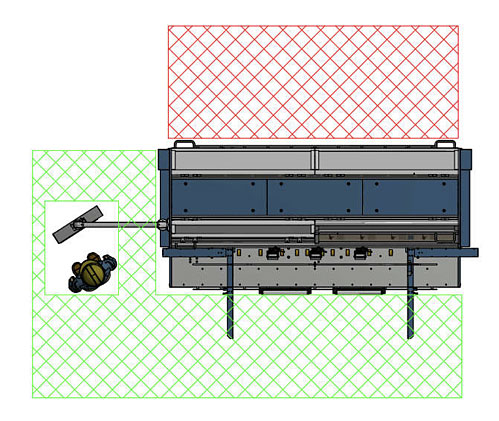
図.89.Boxmat PRO による作業サイクル中の作業ゾーンの許容境界。マシンのオペレータがマシンに留まって作業を行うことが許されないエリアは、赤色でマーキングされている。
メンテナンス、修理、予防活動における労働安全規則
- アンダー いいえ いかなる状況においても いかなる場合も いかなる サービスを行ってはなりません、 メンテナンス または 予防措置 対策 行われる 実施すること を行わなければならない。 完全な なくとも 供給網からの ネットワーク
- アンダー いいえ いかなる状況においても いかなる場合においても その マシン を 注油すること、 クリーニング または メンテナンス を行う。 を 運転中 運転中
- スイッチボックス および 電気 システム メンテナンス 可能 行うことができます。 のみ のみ 適切な訓練を受けた 訓練された 資格のある 資格のある 電気技師に限る。
- 以下 どんな状況でも どんな状況でも いかなる場合においても その 機械 メンテナンス 行うべきである。 行うべきである。 によって 無資格者 または 経験の浅い エンジニア である には 馴れていない を知らない 機械 電気配線。
- 人事 作業 メンテナンス 活動を行う を着用する必要があります。 着用する 適切な 保護服を着用すること。 を着用すること。
- 以下 どんな状況でも どんな状況でも いかなる場合においても いかなる場合においても 電気 システム 変更する必要があります。 変更する必要がある いかなる を変更することはできません。
- その ドア の は 制御 システム キャビネット は 常に 常に 施錠し そして 許可された者だけが でなければならない。 のみが アクセス 鍵へのアクセスは キーにアクセスできる。
概要
適切な 対策 が必要である。 講じなければならない 適切な 機械 機械 運転中 その 輸送 および設置 手順 そして その 修理 メンテナンス そして 予防 予防 予防 予防するための 次のような 状況を防ぐ:
- を マシン は は 使用 使用しないでください。 いかなる いかなる方法 以外のいかなる 使用することはできません。 本書に記載された 本書に記載されている以外の方法で
- を マシン は は 接続してはならない。 電気的に 電気的に 電気的に接続してはならない。 電気的に接続されてはならない。 電気的に接続される 電気的に接続された を無視した を無視するものとする;
- を マシン は は 使用 使用しないでください。 不適切に または 使用されてはならない。 訓練されていない 訓練されていない を使用してはならない;
- を マシン は は 使用 使用 使用しないでください。 不適切な 素材には使用しないでください;
- がなければならない。 なければならない。 十分な 適切な メンテナンスが必要です;
- そこには なければならない あってはならない ってはならない。 無許可の 変更 または 変更 無資格 無資格 または訓練を受けていない人員による変更または改造;
- また オリジナル以外の オリジナル以外の スペア 純正部品以外のスペアパーツを使用してはならない;
- そこには なければならない あってはならない あってはならない 人事 活動 違反する ないこと。 法令に違反する または 違反する行為 適用される 適用される その 職場に適用される規則 また また また 職場と 規定 を含む この この サービスマニュアルに含まれる規定。
10.0 電気文書
10.1 パワー 供給 パラメータ - テクニカル データ電源 電圧 3 x 480 VAC; 50/60 Hz
制御 電圧 24 VDC
最大電力 消費電力 5.5 kW
10.2 電気系統のリスト 装置参照 エンクロージャー
10.3 配線 ダイアグラム参照 エンクロージャー
11.0 空気圧資料
11.1. 技術データ
使用圧力 0.6 - 0.8 MPa
ろ過精度 20 μм
作業媒体活動の必須クラス
ISO8573-1規格による4-4-4
11.2 動作原理
作業 媒体 その は に導入される システム の ヘルプ の 圧力 減圧 バルブ は の対象 に 初期 ろ過 と それから 減圧 手順による に その それ は 減圧 に xml-ph-0030@deepl.in する。 次に with the help of distribution valve controlled by the electro-pneumatic system the medium is delivered the adequate servo-motor and as a result the the said servo-motor is put in motion.最後に、 サーボモーター 運動 は の再配置 カミソリの 刃 による 接着剤 フラップ が 切断される となる。
![]() 注意: について 購入者 は 強く アドバイス への 維持する 十分な 4-4-4 クラス の 空気 クリンリネス それによると への ISO8573-1要求事項 でさえ けれども その メーカー 装備 その のマシンだ。 圧縮空気 準備 システムである。
注意: について 購入者 は 強く アドバイス への 維持する 十分な 4-4-4 クラス の 空気 クリンリネス それによると への ISO8573-1要求事項 でさえ けれども その メーカー 装備 その のマシンだ。 圧縮空気 準備 システムである。
上記の 空圧式 システムは、 極端な 量を必要としないが、 ユーザー は、 レベル 凝縮 水 圧縮空気 フィルター タンク を定期的に管理する義務がある。 存在 水 が 発見された場合、 空にする必要がある。タンク内の 固体 不純物 の相当量 が見つかった場合、 タンク を 解体し、 し、 を 適切な クリーナーで洗浄しなければならない。 を洗浄した後、 圧縮空気 で を排気し、 再装着する必要があります。 圧縮空気 システム の詳細な説明 は、 制御装置およびインジケータ for OPERATOR に記載されています。
11.4. 空気圧系統図
参照 エンクロージャー
12.0 活用とマシンブレーキング
12.1 一般的な注意事項導入された 変更 in law provisions or in process standards, which could have could not been foreseen , may become the cause of utilization and machine- breaking. この 問題 機械の 交換された または 修理された 部品 と システムにも適用される。 結果として、 購入者 は、 単独で 責任を負う。 上記の 手続きを行う 法律の拘束力のある規定に従う。 注意すべきである。 しかし、 マシンのすべての部品 は、 完全なリサイクルが可能である。
12.2 廃棄物
有害廃棄物 should be always utilized by companies which specialize in dealing this kind of issue on regular The detailed list of type of waste produced by machine in xml-ph-0030@deepl.int
- 段ボール、 段ボール および その他の廃棄物 製品;
- 消耗した 予備 部品、 その は に分けられる 種類 の 材質 から その は で作られている。
- すべての 廃棄物 材料 機械 部品の 交換 または 修理 部分的であっても 汚染された は 廃棄できない とともに 産業廃棄物 製品。
![]() 注意: それは は 厳しく 禁断 への 場所 危険 直接廃棄物 に その 廃棄物 容器 または 使用 その 都市 廃品回収業者 廃棄する その
注意: それは は 厳しく 禁断 への 場所 危険 直接廃棄物 に その 廃棄物 容器 または 使用 その 都市 廃品回収業者 廃棄する その
12.3 フェーズ 解体 解体 手順 マシンブレーキングに実施されるもの
- MASTER SWITCH を使用して、 マシンのスイッチを 切ります;
- 機械 安定した 位置に 床に置かなければならない;
- 機械 空気圧 および 電気 電源 の両方から切り離してください;
- から を切り離す マシン と を分解する 両方 作業 テーブル (もし 彼ら が を注文していたなら);
- 切断 フレキシブル 接続 プラスチック製 と ゴム製, それから この種の 廃棄物を専門に扱う企業の協力を得て利用する;
- 配線システムおよび 電気機器 および を切り離し、 の助け の企業 この種の 廃棄物を扱う。
- 金属 廃棄物 を 鋼 と 非鉄 と に分け、 それらを 破棄 スクラップ用 で 手助け 企業の 専門 この この この種の 廃棄物を 扱う。
13.0 エンクロージャー
格付けプレート