本取扱説明書は、Moduline Gen II マルチ・シーラー・ウェルダーを操作する際のガイドとなることを意図しています。ウェルダーが最適な性能を発揮できるよう、推奨事項および仕様に正確に従ってください。
目次
- 第1章:使用目的
- 第2章:電気と空気の要件
- 第3章 警告の説明
- 第4章 ヒートシールの原理
- 第5章 起動手順
- 第6章 シャットダウン手順
- 第7章 熱システムの調整
- 第8章 コントロールの定義
- 第9章 空気圧学の定義
- 第10章 コンポーネントの定義
- 第11章:アンワインド・スタンド
- 第12章 スクリーンショット
- 第13章 メンテナンス
- 第14章 トラブルシューティング
- 第15章 スペアパーツ
- 第16章 溶接のヒント
本機に関する技術的なお問い合わせは、リゾリューション・センター(1-855-888-WELD)までお電話いただくか、Eメール(英語)でお問い合わせください。 service@weldmaster.com。
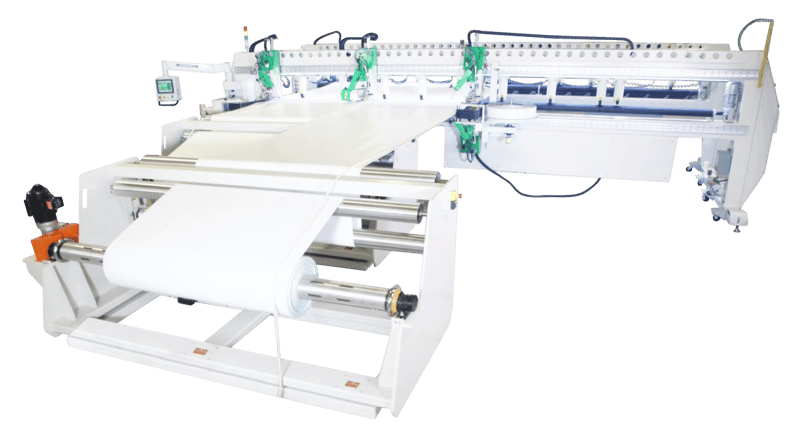
1.0 使用目的
Miller Weldmaster Moduline Gen II Multi Sealer は、 heat seal weldable thermal plastics such as を意図している:
- 不織布 ポリプロピレン
- ビニール (PVC) ラミネート加工 ファブリック
- ビニール (PVC) コーティング 生地
- ビニール (PVC) フィルム
- ポリウレタン (PU) コーティング ファブリック
- ポリウレタン (PU) フィルム
- ポリプロピレン (PP) コーティング ファブリック
- ポリエチレン (PE)
- 熱可塑性ゴム ゴム (TPR) フィルム
- 熱可塑性プラスチック ゴム (TPR) 生地
- 硬質 押出 製品
製造者は その他の この マシンの使用を承認しません。
製造者は 安全 ガード Moduline Gen II Multi Sealer が 作動中であることを承認しません。
製造者は 無許可の 変更 Moduline Gen II Multi Sealer を承認しません。
Moduline Gen II Multi Sealerを操作できるのは、適切な訓練を受けた技術者のみです。
適切に訓練された 技術者のみ Moduline Gen II Multi Sealer を行うことができます。
適切に訓練された 技術者のみ Moduline Gen II Multi Sealer の修理を行うことができます。
シーラー のみ 製造元 承認済み 交換用 部品 は に 使用する Moduline Gen _COPYII Multi シーラー。
The manufacturer will not be held liable for any damage or injuries occurring from any inappropriate use of this machine.
2.0 電気的および空気的要件
警告! 有資格の 電気技術者のみ 電気 を接続することができます。
電気 を供給する:
Moduline Gen II Multi Sealer electrical requirements:
- 220 ボルト
- 50/60 ヘルツ
- 125 アンペア
- 3 フェーズ
ショップ エアー 供給する:
Moduline Gen II Multi Sealer には、 in-shop air supply valve が含まれており、 quick connect and disconnects to your shop air supply. number of different style airline connectors, a male quick connect is not included . you will want to select a male quick connect with a ¼ inch NPT (National Pipe xml-ph-0031@d)
Moduline Gen II Multi Sealer shop air requirementsが必要です:
- 最低 最低 100psi以上 最低 10 立方 フィート 毎分 毎分10立方フィート。
3.0 警告の説明
いくつかある 異なる 警告 記号 に配置 ミラー ウェルドマスター モデュライン
Gen II Multi Sealer. これらの シンボル は、 オペレータ 危険な可能性のある の 機械に警告するものです。 自身 それらの 配置 および 意味をよく理解してください。
注意事項 熱い:

"Caution: Hot" シンボル は、 ガード 熱い表面の近くに置かれている。
注意 ロックアウト
「注意: ロックアウト」 ステッカー キャビネット および すべてのアクセスパネル の開口部の近くに を貼ります。
警告 動く 部品:
"Warning: Moving Parts" ステッカー マシン全体に貼られています。 付随物 周囲 可動 部品 マシン が 動いている間、注意してください。
警告 手を離さないでください 手 クリア
"Warning: Keep Hands Clear" ステッカー は、 Heater Assemblyに貼られています。 挟まれたり、 または やけどをしたりしないよう、 location your hands を常に意識してください。
注意: 電気:

"Caution: Electricity" ステッカー は、 、 電気部品を含む場所の近くに貼られています。 電源 は、 キャビネットのドアを開ける前に、 はがしてください。
注目 空気 コンプレッサー

"Attention: Air Compressor" ステッカー air compressorsに貼られています。 これらの 場所 オペレータ に、予防的 保守について注意を喚起します。
危険 ピンチ ポイント

"危険: ピンチ ポイント" シンボル 潜在的な ピンチ ポイントの近くに配置されています。 ボディ パーツ 機械 機械 が稼動している間、これらの セクションの近くに ボディ パーツ を配置しないでください。
安全上のご注意
機械が動いている間は、材料を調整しないでください。手、長い髪、ゆるい衣服、ネクタイのようなものをローラーに近づけないでください。安全で効果的な操作を保証するために、機械の周囲に十分なスペースを確保してください。機械のどの部分であっても、清掃、注油、調整、修理、メンテナンス作業を行う前に、機械が動かないようにし、可動部を塞いでおくこと。
必ず個人用保護具を着用すること。(PPE)とは、防護服、ヘルメット、ゴーグルなど、着用者の身体を傷害から守るように設計された衣服を指します。
4.0 ヒートシールの原則
ホット エア:
熱 溶接 操作 に必要な熱 は、 加熱 エレメント 内部に配置された 加熱エレメント ハウジングによって電気的に生成される。 高温 空気 温度 100 から 1350 華氏 の範囲 xml-ph-0030@de
スピードだ:
the weld rollers の speed は、 the amount of time the heat is applied to the material being welded. the the speed setting the more the material will be heated . 最良の 溶接を達成するには、 最小限の の量 の熱 を 材料 に加える必要があります。なお、 溶接を達成するには、 の熱 が多すぎると、 の歪み の材料 を引き起こします。
プレッシャーだ:
the weld roller の 圧力 は、 the final step when creating a weld. The pressure the weld roller the the heated material together completing welding process.
概要
ヒートシール を行う場合、 正しい熱の組み合わせ 熱、 速度 および 圧力 により、 適切に溶接された 継ぎ目を達成することができます。
5.0 起動手順
スタート アップ 手続き
- すべての キャビネット ドア が 閉まっていること および が施錠されていることを確認すること。
- すべての 安全 ガード が の場所にあることを確認すること。
- インショップ エア サプライ バルブ オープン の位置に回転させます。
- メイン 電源 切断 オン の位置に回してください。
- 青 リセット ボタンを押します。
- 適切な アライメント 溶接 ローラーを確認する。 必要に応じて調整 を行う。
- 適切な アライメント ファブリック ガイドを確認してください。 必要に応じて 調整を行ってください。
- 加熱 温度 希望する温度に調節する。
- 適切な 調整 熱 システム ノズルを確認する。
- スイング ボタン オン の位置に回してください。
- モーター ボタン オン の位置に回してください。
- 材料 溶接 作業 巻き戻し スタンドにすべて積み込む。
- 素材 マシン 巻き戻し スタンド(複数可)を適切に配置してください。
- 材料 が セル に 引き手 ローラー ローラー HMI を使用して 引き手 ローラーを閉じる。
- 残っている 機能 溶接 プロセスに必要な をオンにする。
- あなたのマシン は 溶接の準備をしています!
6.0 シャットダウン手順
シャット シャットダウン 手続き
- 材料 を 出力 端部 機械にクランプする。 これにより 材料 が 次の生産 のために 適切な位置に する。
- ヒート ボタン が オフになっていることを確認してください。 温度 が下がり始めるはずです。
- を マシン は 停止しない シャット すぐに すぐに停止することはありません! コンプレッサー 3分間 クール ダウン サイクル ヒート エレメント クール オフ。 これらの は その後 シャットオフします。
- 張力 巻き戻し から 正転 または 逆転 ジョギング 巻き戻し この は 素材 が 引き出されない 機械 または ガイド 回路 xml-ph
- コンプレッサー が を遮断した後、 メイン 電源 切断 オフ の位置に回します。
- マシン が をシャットオフした後、 インショップ 空気 供給 バルブ オフ の位置に回転させる。
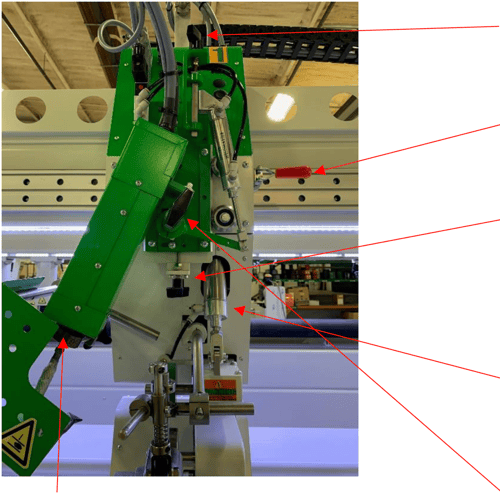
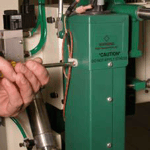
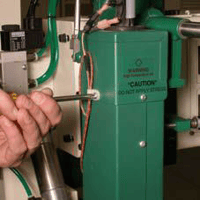
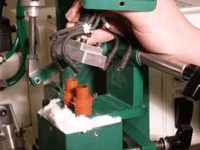
左右ノズル調整: 溶接ローラーに対してノズルを左右に動かします。
ヘッド・ロック・クランプ: ヘッド・ユニットを適切な溶接位置にロックします。
上下ノズル調整: ノズルを上下に動かします。ノズル調整ノブを時計回りに回すとノズルが上がります。 ノブを反時計回りに回すとノズルが下がります。
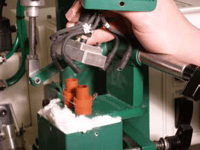
上部ユニット・エア・シリンダー: 下部の溶接ローラーに圧力を加えて上部ユニットを上下に動かします。
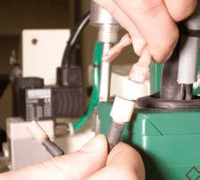
ノズルの出し入れ調整: ノズルを出し入れします。調整ノブを時計回りに回すとノズルが入り、反時計回りに回すとノズルが出ます。
ノズルクランプ: ノズルをデュアルエレメントハウジングの所定の位置にロックします。
注:ノズルクランプの溝側は、デュアルエレメントハウジングの方を上にしてください。

8.0 コントロールの定義

メイン パワー 切断: マシン 電源 ソース から 必要に応じて切断する。この は も ロック アウト タグ アウト ポイント 用 電気 ソース 上の マシン。

緊急事態 停止する: この は 緊急事態 でのみ使用されます。 この は すべての 機能 機械 および を 安全 状態にします。 この は 電力 を から 任意の 可動部分 に遮断します。

リセット ボタン: この ボタン は、 マシン が で 朝 または 緊急 停止 ボタン が押されたときに使用される。 この は、 マシン が クリア になり、 を開始できることを示すために使用される。

スタート ボタン: モーション から のマシンをスタートさせる。
一時停止 ボタン: マシン の運転を一時停止する。

私たちld Roller オープン/Close: 開く と 閉じる 溶接 ローラー 用 特定の ヘッド。 開く 閉じる ボタン 各 個々の ヘッドにあります。

ジョグ 前進: この ボタン は、 ジョグ 巻き戻し ローラー 前方、 または 材料 の移動方向 に移動します。
ジョグ リバース: この ボタン は、 ジョグ 巻き戻し ローラー を 逆方向、 または 材料 の移動方向をジョグします。
エッジ ガイド オフ/オン: この スイッチ は フォト アイ および リニア アクチュエーターを作動させます。

オーバー/アンダー: この スイッチ は 素材 が をどのように支払うか をどのように巻き戻すかを決定します。 この は 素材を どのような 方法でもロードすることを可能にします。
上/下 溶接 ローラー スピード コントロール: この コントロール は、 速度 と 溶接 ローラーを調整することができます。 この は、 良好な溶接を保証します。
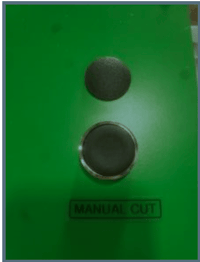
マニュアル カット ボタン: を押すと、 マニュアル カット ボタン が カッター を の動きで 設定された の範囲内に送ります。
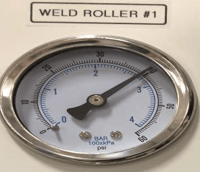
溶接 ローラー 圧力: 溶接 ローラー圧力 レギュレーター の目的 空気圧 溶接 ローラー間の圧力。
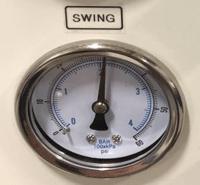
ノズル スイング: 量 空気 圧力 使用 ノズル のスイング と のスイング を調節する。
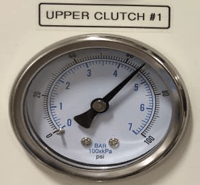
アッパー クラッチ 圧力: トルク を 上部 溶接 ローラーに加える。 または それは 速度を増加させる。 溶接 ローラー。 この は 材料の制御を助けるために 使用される。
より低い クラッチ 圧力: トルク を 下部 溶接 ローラーに加える。 または それは 速度を増加させる 下部 溶接 ローラー。 この は 材料の制御を助けるために 使用される。
チラー 圧力: Chiller Pressure, regulate the amount of air pressure supplied to Chiller.
ダンサー 圧力: この レギュレーター は の量 の張力 の の上 と の下 の圧力 のダンサー のローラー の巻き戻し のスタンド この は のウェブ の張力 を維持するために の機械 の間 xml-ph-0031@d で使用されます。
プーラー 圧力: の目的 プーラー 圧力調整器 は の量 空気圧 プーラー間の圧力を変えることです。
寒い ガン: 目的 の コールド ガン 圧力 レギュレータ は 量を変化させる 空気圧 圧力 コールド ガン 使用時 溶接時。
10.0 コンポーネントの定義
ほぐす スタンド: 巻き戻し スタンド は 設計されている 材料 制御された 速度 速度 を可能にする 材料 張力 溶接 ヘッド。
自動 素材 カッター: 自動 材料 カッター アセンブリ は 設計されている 材料 を で切断する オペレーター が望む長さ。
ロープ ほぐす スタンド: この スタンド は ロープ 材料 を 正確に 溶接 ヘッドにスムーズに送り込むことができます。
ケダー ペイオフ: Keder payoff way Keder material guiding weld head.

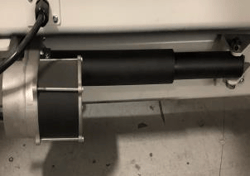
プーラー フレーム: 出力 プーラー は、 駆動 ニップ ローラーを備えています。 上部 ニップ ローラー は、 を開き、 を閉じます。
映像 カウンター: 場所 にある場合、 機械 が 材料 がどれだけ 運転されたかを数えることができる。

写真 目: この デバイス は リニア 作動式 巻き戻し スタンド に使用され、 素材 を常に追跡 同じ場所に置く。
リニア アクチュエータ: is used to move the unwind stand to maintain material placement. this works directly with the photo eye to maintain the tracking of the material.

チラー: 起動時 使用時 材料 の過熱を防ぐ。
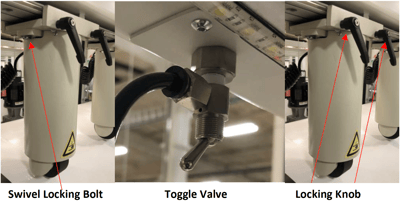
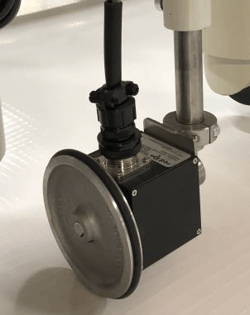
プーラー フレーム コンポーネント: 材料を マシンを通して引っ張る ローラー に 圧力 をかけます。 スイベル ロック ボルトを緩めることで、 プーラー ホイール は 右 および 左 を回して、 より良い制御 材料を制御します。 ロッキング ノブ は プーラー システム を 所定の位置にロックします。 適切な 場所 プーラー ホイール を トグル バルブで閉じます。
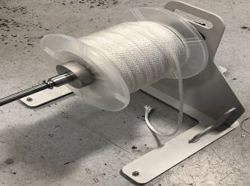
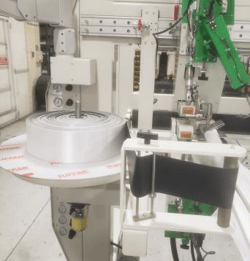
11.0 アンワインドスタンド
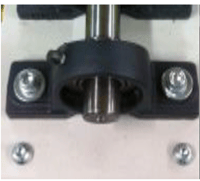
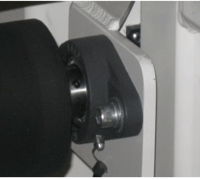
安全性 チャック: 安全 チャック 素早い 変更 材料の の上部 安全 チャック を押すと、 それ が スナップする 開く ので シャフト を 外す または 挿入することができる。 シャフト が 挿入されたら の上 の 安全 チャック に対して を押して を閉じます。
除去 その シャフトを取り外す: シャフト セーフティ チャック トップ デッド センター オープン オープン シャフト オープニング セーフティ チャック の トップ デッド センターまで回転します。 ハンドルを回す 安全 チャック が クレーン または フォークリフト を使用して シャフトを取り外します。
12.0 スクリーンショット
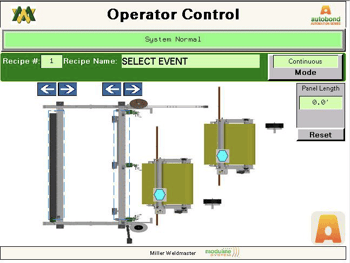
オペレーター コントロール 画面: この は メイン 画面 オペレータ が使用する ; この は 初期画面 マシン が をロードする。
レシピ #/名前: 現在選択されている レシピ を表示します。
パネル 長さ: トップ ナンバー は 現在の パネルの長さ を示す。 ボトム ナンバー は パネルのセットポイント この は レシピ アクティブ 画面の で調整される。
リセット: この ボタン は エンコーダの カウント 現在の パネルをリセットします。
モード: を オペレータ 現在の モード マシン が 実行中であることを表示する:
連続 - マシン 一時停止 または Eストップ ボタン が押されるまで作動します。
走る に 設定 ポイント: 機械 は、 特定の 長さ オペレータによって設定された長さまで運転する。
バッチ: マシン 特定の 数 バッチを自動的に実行する。
マシンのパラメータを変更するには、オペレーターとしてログインする必要があります;
ユーザー名: oper
パスワード:6789
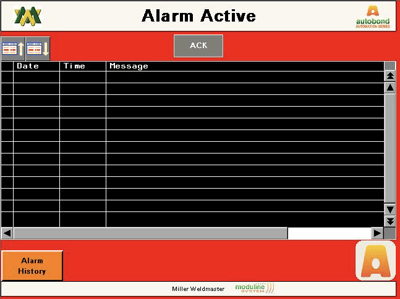
アラーム アクティブ 画面: この画面は 現在アクティブな アラーム、 もしあれば を表示します。
Ack: この ボタン は、 任意の アクティブな アラームを確認するために使用されます。
アラーム 歴史: この は を引き上げる 任意の と すべての 古い アラーム これまでに マシンに存在。
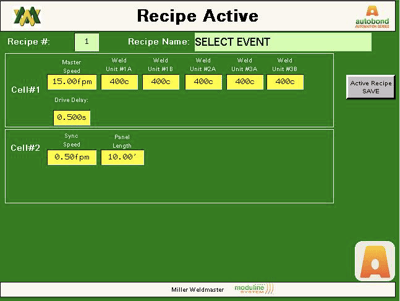
レシピ アクティブ 画面: すべて 現在の パラメータ 選択された レシピ。
レシピ #/名前: これは 現在の レシピ 番号別 と 名前別 を表示する。
アクティブ レシピ 保存する: この ボタン を押すと、 現在の パラメータ for 現在の レシピが保存されます。
ドライブ 遅延: is the amount of time between the start of your welding head and the nozzles to swing in before the welding held will start .
溶接 単位 # 1-3 この は 温度 設定 ポイント 我々は 設定 各 溶接 ヘッド である。
セル #1 マスター スピード: 全体の マシン の速度を制御する。
セル #2 パネル 長さ: 各レシピの希望するパネルの長さを設定できます。
セル #2 同期 スピード: この 速度 は、 マスター 速度の スレーブ オフ である。
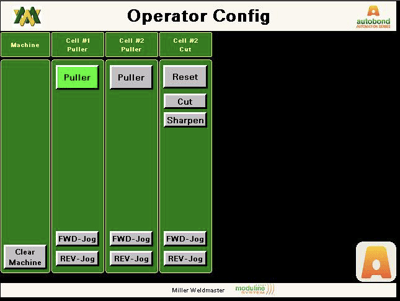
オペレーター 構成 画面: 各セル 適切な 機能が表示されます。
クリア 機械: weld rollers, puller, and turns off the heat systems.
セル #1 プラー: が点灯すると、 この は プルアーを作動させます セル #1 上の
セル #2 プラー: 点灯時、 この は プルアーを作動させます セル #2
FWD/REV ジョグ: これらの ボタン は ジョグ セル 順送り または 逆送り。
セル #2 カット
リセット: この は、 カッター ホーム 位置 サイクル中に停止した場合、 を送信します。
カットする: カッター を動かします。
研ぐ: この 、 カッター 、 、 オペレーター 、 シャープナーを押している間、 。
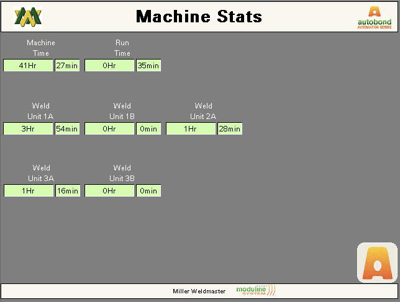
機械 統計: 時間 メーター for the machine as as as all the individual welding head. The hour meter is resettable when logged under Tech level.
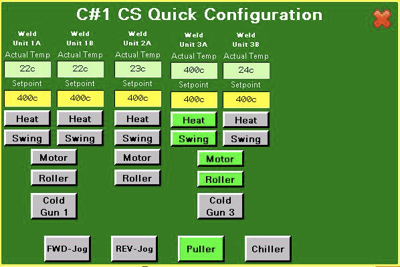
C#1 CS クイック 構成 画面: 各 溶接 ヘッド 現在の ヒート ステータスが表示されます。
実際 温度: この は、 実際の 現在の 温度 の 機械 溶接 ヘッド。
セットポイント: マシン に到達してほしいセットポイントを示す。
+/- アラーム バンド: 使用 セットアップ アラーム アンダー/オーバー セット セット ポイント 温度。
熱: この ボタン は ヒート を に 選択された ヒート システム に 選択された セルをオンにします。
スイング: この ボタン 熱 システム スイングをオンにします。
モーター: この ボタン は をオンにします モーター 用 選択された 熱 システム をオンにします 選択された セル。
ローラー: この ボタン は を下げ、または 溶接 ローラーを上げます。
寒い 銃 1, 3: をオンにする 補助 エア チラー、 この は の冷却に使用される シーム。
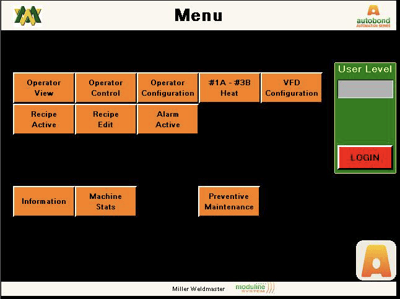
メニュー スクリーン: メイン 画面 利用可能なすべての サブメニュー マシン 制御用。
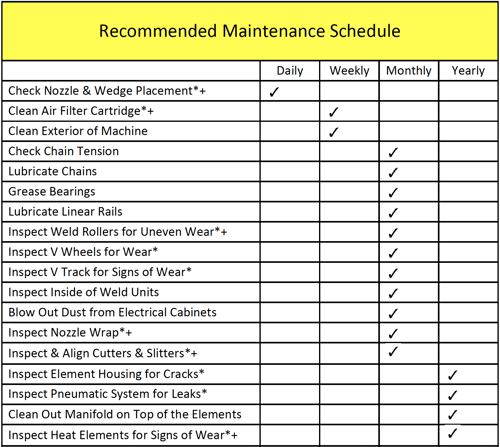
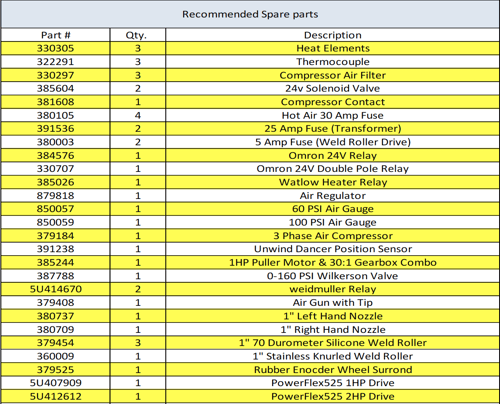
*検査によって必要な部品の交換を指示する。
+現場で保管すべき部品を示す。
13.0 メンテナンス
警告! a 有資格の 技術者 a メンテナンス on this machine. this may be a Miller Weldmaster representative or someone trained by a Miller Weldmaster representative.
警告! 機械 は、 電源 源 メンテナンス を行う前に、 切断する必要があります。
ベアリング
Miller Weldmaster Moduline Gen II Multi Sealer には いくつかの ベアリングがあります。 高メンテナンスアイテムではありませんが、 ベアリング は 月に一度 が 過度な腐食がないことを確認するために点検する必要があります。 ゆるみ または 磨耗についても点検してください。 必要であれば、 ベアリング を 毎 ヶ月 に一度、 80w-90w ギア オイルで注油してください。
空気 フィルター カートリッジ
Miller Weldmaster Moduline Gen II Multi Sealer には、 air compressor があり、 airflow を heat elements に供給します。 air filter cartridge の定期的な cleaning and changing the air filter cartridge is necessary to xml-ph-0030@deepl.inte.不十分な 気流 または 不純物 気流 は、 熱 エレメント または 搭載 コンプレッサーの寿命を縮めます。
air filter weekly for best performance. Once you can no longer read black text on the side of filter cartridge it is time to replace filter.
共通 コンポーネント
熱 エレメント
Miller Weldmaster Moduline Gen II Multi Sealer で使用される ヒートエレメント は、 1000 degrees F (537 degrees C) での使用時間 1000 時間の定格があります。 より長い ヒート エレメント ライフ は 可能ですが、 適切なメンテナンス で、 1000 時間 は の平均です。 ヒート エレメント 早期に故障した場合、 ミラー ウェルドマスター 担当者 交換する前に にご連絡ください。
チェーン
Miller Weldmaster Moduline Gen II Multi Sealer には、 チェーン がいくつかあり、 駆動 溶接 ローラー および 引き手 に使用される。 高い メンテナンス 項目ではないが、 チェーン 月に一度 過度の腐食、 さび、 または 汚れがないことを確認するために、 を点検すべきである。 また、 を点検し、 ゆるみがないか または たるみがないか 必要であれば、 チェーン を 月に一度 80w - 90w ギアオイルで注油してください。
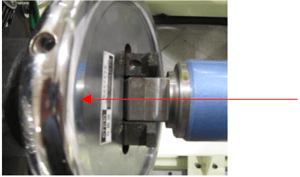
調整 その 上部 ユニット 溶接 ローラー 駆動部 チェーン
上部ユニット
上部 ユニット チェーンを締め付ける際、 ウェルド ローラー に遊びがないか確認する必要があります。 ウェルド ローラー が だけ動くはずです。 1/8インチ前後。 ナット 張力調整 ボルトを緩めます。 ナット が 緩められたら ボルト ウェルド ローラー が 動かなくなるまで バック オフ テンション ボルト 反時計回り ウェルド ローラー が 1/8 を達成するまで xml-p
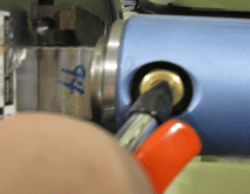
メイン ドライブ チェーン
main chain to the clutch should be be a little loose. the cover off the top of the the head. adjust the chain by loosening the drive motor mount on the side o チェーン アイドラー スプロケット 約 3/16インチ しかし 歯から外れるほどではありません。 チェーン が きつすぎる場合、 クラッチ は 正しく動作しません。
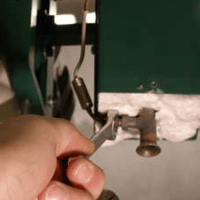
熱電対の変更 熱電対
Moduline Gen II Multi Sealer a thermocouple to read the air temperature just before it reaches the The typical life expectancy of a a thermocouple varies. 熱電対 機械 の一定温度 +/- 2 Degrees F (+/- 1 Degree C) または 熱 エレメント が早期に焼損する場合は、 を交換する必要があります。
警告! 有資格の 技術者のみ メンテナンス を マシンで行うことができます。 この は ミラー ウェルドマスター 担当者 または 誰かが ミラー ウェルドマスター 担当者によって訓練された
警告! 機械 は、 電源 源 メンテナンス を開始する前に、 切断する必要があります。
1.ターン その メイン パワー 切断 への その オフ のポジションにいる。
2.電源コードを電源装置から外します。電源コードが電源に配線されている場合は、ジャンクションボックスで電源を切ります。

3.2本の熱電対リード線を抜く。
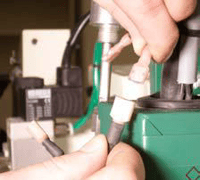
4.クランプを緩めて熱風ノズルを取り外します。
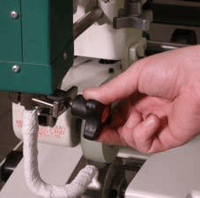

7. 7/16 レンチを使用し、 を注意深く緩め、 熱電対 ナットを取り外す。


12. 両方 熱電対 ワイヤー マウントを取り付けます。


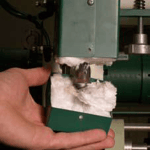
変更 熱 エレメント
ヒートエレメント by the Miller Weldmaster machine are for 1000 hours of use at 1000 degrees degrees F (537 degrees C). heat element life is longer possible with proper xml. ヒートエレメント エレメント 故障 早まった場合、 ミラー・ウェルドマスター 担当者にご連絡ください。 エレメント の両方を 交換することを推奨します。 片方のみが焼損した場合でも、 。
1.ターン その メイン パワー 切断 への その オフ のポジションにいる。

3. 2 熱電対 リード線のプラグを抜く。



8.アルミニウム製エアディバイダーを固定している 4 本のネジを緩めます。

9.アルミニウム製エアディバイダーを取り外します。
10.エレメントハウジングからヒートエレメントを注意深く取り外 します。
注意: エレメント 破損した の破片 の破片 ガラス またはワイヤ 欠損した の破片 は、 デュアル エレメント ハウジング または ノズル これらの の破片 は、 xml-ph-0030@deepl.inter を取り付ける前に、 を取り除く必要があります。
11.慎重に インストール 2 新しい 熱 エレメント に その デュアル エレメント 住宅である。



Moduline Gen II マルチシーラーのトラブルシューティング
よくある質問
ウェルドは良くない?
熱、速度、ウェルド・ローラーの圧力、ノズルの配置を チェックする。巻き戻しスタンドの張力も溶接に影響する可能 性がある。
始めるたびに穴が開いていく。
駆動遅延時間はHighに設定される。
スタートとストップの間に溶接されていない部分があるんだ。
駆動遅延時間はローに設定される。
材料がスムーズにガイドを流れていない。
各ガイドのアライメントを確認する。
主電源を切っても電源が入らないようだが?
ブレーカーがオンの位置にあること、ショップエアラインがマシンに接続されていること、バルブが開いていることを確認する。e-stopボタンが押されていないか確認する。押されたe-stopボタンが見つかったら、機械が安全な操作可能な状態にあり、すべての人が立っていないことを確認する。e-stopボタンを時計回りにひねって解除する。メインコントロールパネルのリセットボタンを押してください。
モーターボタンがオンになっているのに、スタートボタンを押しても動かないのですが?
電気技術者にコントロールボックスを調査してもらい、すべてのインバーターが準備できていることを確認してください。
温度が上がらない。
電気技術者にヒーターリレーのヒューズを点検してもらい、焼損していないことを確認してください。ヒートエレメントを点検し、焼損していないことを確認する。すべてのヒューズとヒートエレメントに問題がなければ、ヒーターリレーを交換してください。
材料が機械の中を動いていない。
プーラーが閉じていることを確認する。
素材がガイドに留まらない
巻き戻しスタンドのブレーキ圧をチェックします。圧力が適正であれば、アッパークラッチの圧力を上げてください。
15.0 スペアパーツ
16.0 溶接のヒント
溶接 ヒント

悪い 溶接:これは良いウェルドではない。生地は多少溶接されているが、100%とは言えない。この溶着が認められるようになるには、2つのうちの1つが必要である。速度を落とすか、熱を加えるかである。

グッド 溶接: この は 良好なウェルドです。 生地 は ウェルド 100% です。 生地 が 幅全体 縫い目から剥離しているのがわかります。

アッパー 溶接 ローラー ゴーイング あまりにも 遅い: This is an example of the upper weld roller going too slow . The green panel goes through the left side of the welder and the yellow panel goes through the right side. 上 溶接 ローラー は 進むのが遅い 下 溶接 ローラーよりも。 この は の しわ の 下 または 左 パネル 上 溶接 ローラー クラッチ 圧力 が必要 xml-ph-0031@d

アッパー 溶接 ローラー ゴーイング あまりにも 速すぎる: This is an example of the upper weld roller going too fast . The green panel goes through the left side of the welder and the yellow panel goes through the right side. 上 溶接 ローラー は 速い 下 溶接 ローラーよりも速い。 この は の しわ の 上 または 右 パネルの を示す。 上 溶接 ローラー クラッチ 圧力 は が必要 は xml-ph-0031@d

あまりにも あまりに 収縮: この は 例 収縮が大きすぎる in the material. 多くの熱可塑性プラスチック 傾向 when 加熱されると収縮する。 この は 過熱によって 引き起こされる。

パーフェクト 縫い目: この は の例 完璧な 縫い目です。 波打ち、 しわ、 または パッカはありません。
