本取扱説明書は、PS400 を操作する際のガイドとなることを意図しています。 溶接機の最適な性能を確保するため、推奨事項および仕様に正確に従ってください。
目次
- 第1章:マシンの概要
- 第2章 警告の説明
- 第3章:電気と空気の要件
- 第4章 ヒートシールの原理
- 第5章 動作原理
- 第6章 マシンの仕様
- 第7章 コンポーネントの交換とメンテナンス
- 第8章: 追加マシン文書
本機に関する技術的なお問い合わせは、リゾリューション・センター(1-855-888-WELD)までお電話いただくか、Eメール(英語)でお問い合わせください。 service@weldmaster.com。
1.0 使用目的
PS400 は、溶着可能な熱可塑性プラスチックをヒートシールすることを目的とした回転式熱風溶着機である:
- ポリプロピレン(PP)コーティング生地
- ポリエチレン(PE)コーティング生地
メーカーは認めていない:
- このマシンの他の使い道は?
- 運転中に安全ガードを取り外すこと。
- マシンの不正改造。
- メーカーが承認していない交換部品を使用すること。
![]() 適切な訓練を受けた技術者のみが、機械の操作や定期的なメンテナンス、修理を行うことができます。
適切な訓練を受けた技術者のみが、機械の操作や定期的なメンテナンス、修理を行うことができます。
注意:本機の不適切な使用による損害や怪我について、メーカーは一切責任を負いません。
2.0 警告の説明
Miller Weldmaster PS400 には、いくつかの異なる警告シンボルがあります。 これらのシンボルは、機械の潜在的に危険な領域について、 オペレーターに警告するためのものです。その配置と意味をよく理解してください。








3.0 電気的および空気的要件
警告資格のある電気技術者のみが電源を接続してください。
準備 - パワーとエア
- 電源が 230v、30amp、50/60hz または 480v、30amp(適切なステップダウントランスが供給されている場合)、50/60hz であること、およびマシンが動作しているときに圧力供給が 100 psi(6.9 bar)まで上がっていることを確認してください。
- 電圧と電流がマシン専用で、上記の仕様に適合していることを確認してください。
- 適切なアース接続は、マシンに設けられたアース端子に行う必要があります。
 本機を操作する前に、本機の周囲にゴミがないことを確認してください。 可燃性の残骸。マシンの使用中は、許可された人だけがマシンの周辺にいるようにしてください。
本機を操作する前に、本機の周囲にゴミがないことを確認してください。 可燃性の残骸。マシンの使用中は、許可された人だけがマシンの周辺にいるようにしてください。- 緊急時には、緊急停止ボタンを押してください。
電気供給
さまざまなスタイルのコンセントがあるため、コードにはプラグが含まれていません。電気技師に、ご使用のスタイルのコンセントと同等のプラグを取り付けてもらうことをお勧めします。電源コードを電源装置に配線することもできます。ON/OFFスイッチ付きのジャンクションボックスを使用することをお勧めします。Miller Weldmaster PS400 には、以下のいずれかの電気的要件が必要です:
30アンペア - 三相 - 230ボルト
30 アンペア - 三相 - 480 ボルト(適切な降圧トランスが供給されている場合 供給されている場合)
ショップ・エアサプライ
Miller Weldmaster PS400 にはショップエア供給バルブが付属しており、ショップエア供給へのクイックコネクトおよびクイックディスコネクトが可能です。さまざまなスタイルのエアラインコネクターがあるため、オスクイックコネクターは付属していません。メス型クイックコネク トに合わせて、3/8インチNPT(ナショナルパイプスレッド)のオス型クイックコネク トをお選びください。Miller Weldmaster PS400 には、以下のショップエアが必要です:
- 100psiで最低20cfm
- 6.9バールで565リットル/分以下
- インラインの水と汚れのセパレーター
4.0 ヒートシールの原則
熱:熱風加熱システム: 溶接作業に必要な熱は、ヒート・エレメント・ハウジング内にある1つ(用途によっては2つ)のヒート・エレメントによって電気的に生成されます。ショップ・エア供給は、ヒート・エレメント上に空気を供給し、熱風ノズルを介して熱を運び、被溶接材に熱を加えます。熱風の温度範囲は摂氏25~800度(華氏77~1472度)です。
速度: 溶接ローラーの速度は、溶接される材料に熱が加えられる時間を決定します。速度設定が遅いほど、材料はより多く加熱されます。速度設定が速いほど、被溶接材は加熱されにくくなります。最良の溶接を実現するには、完全な溶接を達成しなが ら、最小限の熱量を被溶接材に加える必要がある。熱量が多すぎると素材に歪みが生じ、逆に熱量が足りな いと素材が溶着しなくなる。
圧力: 溶接ローラーの圧力は、溶接プロセスを完了するために一緒に加熱された材料を圧縮します。
概要
熱、スピード、ローラー圧を正しく組み合わせることで、適切な溶接継ぎ目を実現することができる。
コントロール目的と機能
オペレーター・コントロール画面
-
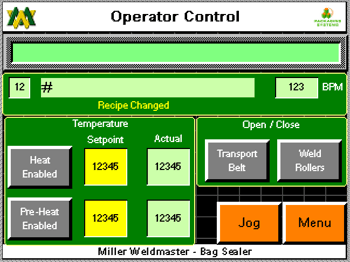
- 上部中央のテキストボックス:テキストフィールドには現在のアラームがリストされます。テキストボックスの横にある上下ボタンで、現在のアラームのリストを上下にスクロールできます。
- MSG0テキストボックス:テキストボックスのフィールドには、マシンの現在の状態が表示される。システムアイドル、システム稼動中、一時停止、順送りジョブ、コンベヤドアオープン、アラームアクティブ、EPOリセット、オペレータ制御側E-Stop、オペレータ制御側E-Stop以外。
- 赤色表示灯:赤色表示灯は、ソリッドカラーモードのスタックライトと同じ色を表示します。
- Bag/Min:0 "は機械を通過する1分あたりの平均袋数を示す。
- フィート/分:"0 "は、マシンを通過する1分あたりの平均袋数を示す。
- ウェルドノズルOFF:ボタンを押すと、ヒートシステムのオン/オフが切り替わります。回押すと逆の状態に切り替わります。
- 実際の温度(F):表示される数値は、エレメントハウジングの底部でサーモカップルが現在読み取っている温度です。
- セットポイント(F):表示されている数字は、温度コントローラーが温度を保持するよう指示されている温度です。画面上のテキストボックスをタッチするとキーパッドが表示され、ユーザーがセットポイントを変更できます。
- プレヒートノズルOFF:ボタンを押すとヒートシステムのオン/オフが切り替わります。回押すと逆の状態に切り替わります。
- ウェルド・ローラー:ボタンを押すとウェルド・ローラーが開閉します。1回押すと逆の状態に切り替わります。
- 搬送ベルト:ボタンを押すとトランスポートベルトが開閉します。回押すと逆の状態に切り替わります。
- Jog FWD: このボタンを押すと、ドライブシステムが低速で前進方向にジョグします。この機能はモーターとドライブシステムの動きをテストすることのみを目的としています。同期機能での動作は意図されていません。Jog FWD は、マシンが一時停止状態のときにのみ表示されます。
- メニューメニューボタンを押すと、メインメニュー画面が表示されます。
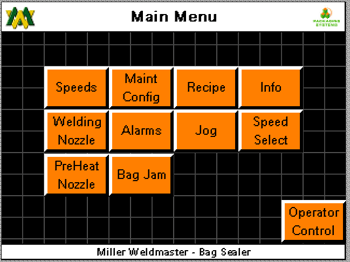
メインメニュー画面、オペレーターレベル
-
- オペレータ設定:Operator Configuration(オペレータ設定)]ボタンを押すと、[Operator Configuration(オペレータ設定)]の[Operator Level(オペレータレベル)]に移動します。
- アラーム履歴: アラーム履歴ボタンを押すと、アラーム履歴画面が表示されます。
- ログイン ログインボタンを押すと、ログイン画面が表示されます。
- ログアウト ログアウトボタンを押すとログアウトし、ベース画面に戻ります。
- 操作 操作ボタンを押すと、オペレーターコントロール画面になります。
-
オペレーター・コンフィギュレーション、オペレーター・レベル
-
- レシピ番号:テキストボックスに表示されている数字は現在表示されているレシピの番号です。スクリーンのテキストボックスをタッチするとキーパッドが表示され、ユーザーは希望のレシピ番号に変更することができます。テキストボックスの右/左にある上/下矢印も次のレシピに調整します。矢印をタッチすると次のレシピに変わります。
- レシピ名:表示されているテキストは現在のレシピの名前です。画面上のテキストボックスをタッチするとキーパッドが表示され、テキストを変更することができます。
- アクティブにする:activate ボタンを押すと、表示されているレシピの保存された設定が適切なセットポイントにロードされます。例えば、速度設定を調整する場合、速度設定を変更し、その変更を特定のセットポイントに送るためにactivateボタンを押す必要があります。
- Transport Belt (FT/MIN):テキストボックスに表示されている数字は、トランスポートベルトの設定速度です。トランスポートスピードはマシンのマスタースピードです。数値の単位はフィート/分です。スクリーンのテキストボックスに触れるとキーパッドが表示され、トランスポートベルトの速度を変更することができます。矢印をタッチすると、0.01 フィート/分単位で速度が増減します。希望のセットポイントをテキストボックスに入力したら、アクティベートボタンを押して、そのセットポイントに変更を送る必要があります。
- フロント・ウェルド・ローラー (FT/MIN):テキストボックスに表示される数値は、フロント・ウェルド・ローラーの設定速度です。フロント・ウェルド・ローラーの速度はトランスポート速度に従いますが、オフセットすることもできます。数値の単位はフィート/分です。画面上のテキストボックスに触れると、キーパッドが表示され、フロント・ウェルド・ローラーの速度を変更することができます。矢印をタッチすると、速度が0.01フィート/分で増減します。希望のセットポイントをテキストボックスに入力したら、そのセットポイントに変更を送信するために、アクティベートボタンを押す必要があります。
- リアウェルドローラーリア・ウェルド・ローラーの速度はトランスポート・スピードのスレーブです。数値はフィート/分です。画面上のテキストボックスに触れると、キーパッドが表示され、リアウェルドローラーの速度を変更することができます。テキストボックスの右/左にある上/下矢印も、リアウェルドローラーの速度を調整します。矢印に触れると、速度が 0.01 ft/min ずつ増減します。希望のセットポイントをテキストボックスに入力したら、そのセットポイントに変更を送信するために、アクティベートボタンを押す必要があります。
- 溶接ノズル温度(F):表示されている数字は、温度コントローラーが温度を保持するよう指示されている温度です。画面上のテキストボックスをタッチするとキーパッドが表示され、セットポイントを変更することができます。テキストボックスの右/左にある上/下矢印もセットポイントを調整します。矢印をタッチすると、温度が1℃上下します。希望のセットポイントをテキストボックスに入力したら、そのセットポイントに変更を送信するために、ユーザーはアクティベートボタンを押す必要があります。
- 予熱温度(F):表示されている数字は、温度コントローラーが温度を保持するよう指示されている温度です。画面上のテキストボックスをタッチするとキーパッドが表示され、セットポイントを変更できます。テキストボックスの右/左にある上/下矢印もセットポイントを調整します。矢印をタッチすると、温度が1℃上下します。希望のセットポイントをテキストボックスに入力したら、そのセットポイントに変更を送信するために、ユーザーはアクティベートボタンを押す必要があります。
- ノー・バッグ・タイム(SEC):入力バッグ・センサは、マシンがラン・モードにあるとき、ノズル・スイング・システムが溶接位置にあるよう指示されるタイミングと、ホーム・ポジションにあるよう指示されるタイミングを制御します。バッグが機械に入り、センサーがバッグを検出すると、ノズル・スイング・システムは溶接位置にスイングするよう指示されます。テキストボックスに表示される数値は、バッグが入力バッグセンサーを通過せずに経過しなければならない時間です。この時間に達した場合、ノズルスイングシステムは次のバッグが感知されるまでホームポジションに戻るよう指示されます。画面上のテキストボックスをタッチするとキーパッドが表示され、設定値を変更することができます。
- 保存保存ボタンを押すと、各テキストボックスに入力された現在のセットポイントを現在表示されているレシピに保存/再保存します。
- Jog FWD:このボタンを押すと、ドライブシステムが低速で前進方向にジョグします。この機能はモーターとドライブシステムの動きをテストすることのみを目的としています。同期機能での動作は意図されていません。Jog FWDは一時停止状態でのみ表示されます。
- 前へ:前のボタンを押すと、前の画面が表示されます。
メインメニュー画面、SUレベル:
-
- レシピ設定: レシピ設定ボタンを押すと、レシピ設定画面に移動します。
- レシピアクティブ: レシピアクティブボタンを押すと、レシピアクティブ画面に移動します。
- ヒート/マニュアル: Heat/Manualボタンを押すと、Heat Control Weld Nozzle画面に移ります。
- 機械構成: Machine Configボタンを押すと、Operator Control画面に移動します。
- リモート情報: リモート情報ボタンを押すと、リモート情報画面に移動します。
- HMI セットアップ: HMI Setup ボタンを押すと、HMI Setup 画面が表示されます。
- アラームアクティブ アラームアクティブボタンを押すと、アラームアクティブスクリーンが表示されます。
- 情報 Infoボタンを押すと、Infoスクリーンが表示されます。
- ログイン ログインボタンを押すと、ログイン画面が表示されます。
- ログアウト: ログアウトボタンを押すと、ベース画面に戻ります。
- SUメインテナンス SU Maintボタンを押すと、SUメンテナンス画面に移動します。
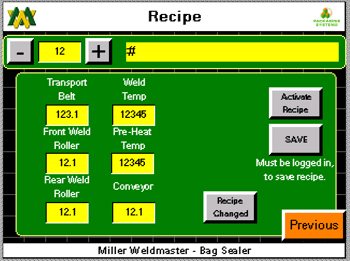
レシピ設定画面
-
- レシピ番号: テキストボックスに表示されている番号は現在表示されているレシピの番号です。スクリーンのテキストボックスをタッチするとキーパッドが表示され、ユーザーは希望のレシピ番号に変更することができます。テキストボックスの右/左にある上/下矢印も次のレシピに調整します。矢印をタッチするとレシピが1ずつ増減します。
- レシピ名: 表示されているテキストは現在のレシピの名前です。画面上のテキストボックスをタッチするとキーパッドが表示され、テキストを変更することができます。
- アクティブにする:activate ボタンを押すと、表示されているレシピの保存された設定が適切なセットポイントにロードされます。例えば、速度設定を調整する場合、その特定のセットポイントに変更を送るためには、activateボタンを押すときに速度設定を変更する必要があります。
- トランスポートベルト(FT/MIN): テキストボックスに表示されている数字は、トランスポートベルトの設定速度です。トランスポートスピードはマシンのマスタースピードです。数値の単位はフィート/分です。スクリーンのテキストボックスにタッチするとキーパッドが表示され、トランスポートベルトの速度を変更することができます。テキストボックスの右/左にある上/下矢印もトランスポートの速度を調整します。矢印をタッチすると、0.01 フィート/分単位で速度が増減します。希望するセットポイントをテキストボックスに入力したら、そのセットポイントに変更を送るためにアクティベートボタンを押す必要があります。
- フロント・ウェルド・ローラー (FT/MIN): テキストボックスに表示される数値は、フロント・ウェルド・ローラーの設定速度です。フロント・ウェルド・ローラーの速度はトランスポート速度に従いますが、オフセットすることもできます。数値の単位はフィート/分です。画面上のテキストボックスをタッチすると、キーパッドが表示され、フロント・ウェルド・ローラー速度を変更することができます。テキストボックスの右/左にある上/下矢印は、リアウェルドローラーの速度も調整します。矢印をタッチすると、速度が 0.01 フィート/分で増減します。希望のセットポイントをテキストボックスに入力したら、特定のセットポイントに変更を送信するために、アクティベートボタンを押す必要があります。
- リア・ウェルド・ローラー (FT/MIN): テキストボックスに表示される数値は、リア・ウェルド・ローラーの設定速度です。リア・ウェルド・ローラーの速度はトランスポート速度に従いますが、オフセットすることもできます。数値の単位はフィート/分です。画面のテキストボックスに触れると、キーパッドが表示され、リア・ウェルド・ローラーの速度を変更することができます。テキストボックスの右/左にある上/下矢印も、リア・ウェルド・ローラーの速度を調整します。矢印をタッチすると、速度が 0.01 フィート/分で増減します。希望のセットポイントをテキストボックスに入力したら、特定のセットポイントに変更を送信するために、アクティベートボタンを押す必要があります。
- 溶接ノズル温度(F): 表示されている数字は、温度コントローラーが温度を保持するよう指示されている温度です。画面上のテキストボックスをタッチするとキーパッドが表示され、セットポイントを変更することができます。テキストボックスの右/左にある上/下矢印もセットポイントを調整します。矢印をタッチすると、速度温度が 1 f ずつ増減します。希望のセットポイントをテキストボックスに入力したら、そのセットポイントに変更を送信するために、アクティベートボタンを押す必要があります。
- 予熱温度(F): 表示されている数字は、温度コントローラーが温度を保持するよう指示されている温度です。画面上のテキストボックスをタッチするとキーパッドが表示され、セットポイントを変更できます。テキストボックスの右/左にある上/下矢印もセットポイントを調整します。矢印をタッチすると、温度が1℃ずつ上昇/下降します。希望のセットポイントがテキストボックスに入力されたら、その特定のセットポイントに変更を送信するために、ユーザーはアクティベートボタンを押す必要があります。
-
- 保存 保存ボタンを押すと、各テキストボックスに入力された現在のセットポイントを現在表示されているレシピに保存/再保存します。
- Jog FWD: このボタンを押すと、ドライブシステムが低速で前進方向にジョグします。この機能はモーターとドライブシステムの動きをテストすることのみを目的としています。サンクロナイズド機能での動作は意図されていません。Jog FWDは一時停止状態でのみ表示されます。
- 前: 前のボタンを押すと、前の画面が表示されます。
レシピアクティブ画面
-
- レシピ番号:テキストボックスに表示される番号は、現在表示されているレシピの番号です。
- レシピ名: 表示されるテキストは現在のレシピの名前です。
- Transport Belt (FT/MIN): テキストボックスに表示されている数字は、トランスポートがどの速度に設定されているかを示している。トランスポートスピードはマシンのマスタースピードです。数値の単位はフィート/分です。
- フロント・ウェルド・ローラー (FT/MIN): テキストボックスに表示される数値は、フロント・ウェルド・ローラーの設定速度です。フロント・ウェルド・ローラーの速度はトランスポート速度に従います。数値の単位はフィート/分です。
- リア・ウェルド・ローラー (FT/MIN): テキストボックスに表示される数値は、フロント・ウェルド・ローラーの設定速度です。フロント・ウェルド・ローラーのスピードはトランスポート・スピードのスレーブです。数値の単位はフィート/分です。
- 溶接ノズル温度(F): 表示されている数字は、温度コントローラーが温度を保持するよう指示されている温度です。
- 予熱温度(F): 表示されている数字は、温度コントローラーが保温を指示する温度です。
- ノー・バッグ・タイム(No Bag Time): 入力バッグ・センサは、機械がラン・モードにあるとき、ノズル・スイング・システムが溶接位置にあるよう指示されるタイミングと、ホーム・ポジションにあるよう指示されるタイミングを制御します。バッグが機械に入り、センサーがバッグを検出すると、ノズル・スイング・システムは溶接位置にスイングするよう指示されます。テキストボックスに表示される数値は、バッグが入力バッグセンサーを通過せずに経過しなければならない時間です。この時間に達した場合、ノズルスイングシステムは次のバッグが感知されるまでホームポジションに移動するよう指示されます。
- 前: 前のボタンを押すと、前の画面が表示されます。
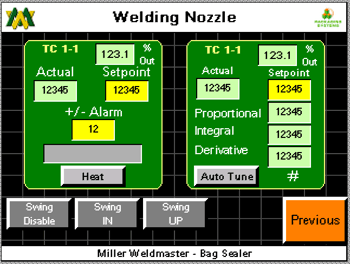
- 実際の温度(F): 表示されている数値は、エレメントハウジングの底部でサーモカップルが現在読み取っている温度です。画面上のテキストボックスをタッチするとキーパッドが表示され、セットポイントを変更することができます。
- セットポイント(F): 表示されている数字は、温度コントローラーが温度を保持するよう指示されている温度です。画面上のテキストボックスをタッチすると、キーパッドが表示され、ユーザーはセットポイントを変更できます。
- アラーム+/-(F): 数値表示は、高温/低温アラームが作動するまでに許容される変動温度です。
- ヒーターオフ: ヒーターオフボタンを押すと、ヒーターシステムのオフ/オンが切り替わります。ヒーターオフ:ヒーターオフボタンを押すと、ヒーターのオン/オフが切り替わります。
- Heat/Manual #2: ボタンを押すと、ヒート・コントロール・プレ・ヒート・ノズル・スクリーンが表示されます。
- スイング・イン ボタンを押すと、ヒートシステムノズルが垂直位置にスイングします。ボタンを2回押すと、ヒートシステムノズルがホームポジションにスイングします。このボタンはトグルボタンであり、1つで切り替えることができます。
-
スイングアップ: スイングアップボタンを有効にするには、ヒートシステムのスイングが垂直位置になければなりません。垂直位置にない場合、スイングアップボタンは作動しません。ボタンを押すと、ヒートシステムノズルが上位置にスライドします。ボタンを2回押すと、ヒート・システム・ノズルが下降位置にスライドします。このボタンはトグルボタンで、ボタンを1回押すとスイングシステムが上下にスライドします。 警告 ノズルを上位置に3秒以上置いたままにしないでください!
- Jog FWD: このボタンを押すと、ドライブシステムが低速で前進方向にジョグします。この機能はモーターとドライブシステムの動きをテストすることのみを目的としています。同期機能での動作は意図されていません。Jog FWDは一時停止状態でのみ表示されます。
- オートチューン・プロポーション(Auto Tune Proportion): 表示されている数値は、温度コントローラーが温度制御ループに現在使用している比例帯域の値です。
- オートチューン・インテグラル(Auto Tune Integral): 表示される数値は、温度コントローラーが温度制御ループに現在使用しているインターグラルタイムの値です。
- 自動調整微分: 表示される数値は、温度コントローラーが温度制御ループに現在使用している微分時間の値です。
- オートチューン: このボタンを押すと、温度コントロールは強制的にオートチューンの状態になります。 警告 自動チューニングを行う前に、設定温度を800' fに設定し、実際の温度が設定温度に近づくようにしてください! そうしないと、エレメントや他のヒートシステム部品が損傷する恐れがあります。オートチューニングは、温度が原因不明で変動している場合にのみ使用してください。オートチューンを実行する前に、ヒートシステムのコンポーネントの不具合、空気圧、空気の流れ、またはその他の原因を特定するために努力を尽くしてください。
- メニュー メニューボタンを押すと、メインメニュー画面が表示されます。
ヒートコントロール・プレヒートノズル・スクリーン
-
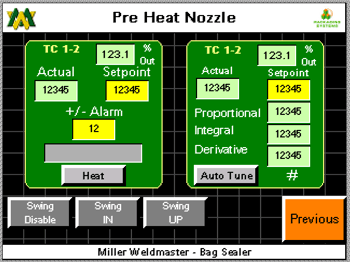
- 実際の温度(F): 表示されている数値は、エレメントハウジングの底部でサーモカップルが現在読み取っている温度です。画面上のテキストボックスをタッチするとキーパッドが表示され、セットポイントを変更することができます。
- セットポイント(F): 表示されている数字は、温度コントローラーが温度を保持するよう指示されている温度です。画面上のテキストボックスをタッチするとキーパッドが表示され、セットポイントを変更できます。
- アラーム+/-(F): アラーム+/- (F):高/低温アラームが作動する前に許容される温度変動が何度であるかを数字で表示します。画面上のテキストボックスに触れるとキーパッドが表示され、設定値を変更することができます。
- ヒーターオフ: ヒーターオフボタンを押すと、ヒーターシステムのオフ/オンが切り替わります。ヒーターオフ:ヒーターオフボタンを押すと、ヒーターのオン/オフが切り替わります。
- ヒーターオフ: ヒーターオフボタンを押すと、ヒーターシステムのオフ/オンが切り替わります。ヒーターオフ:ヒーターオフボタンを押すと、ヒーターのオン/オフが切り替わります。
- Heat/Manual #1: ボタンを押すと、ヒート・コントロール・ウェルド・ノズル・スクリーンが表示されます。
- スイング・イン ボタンを押すと、ヒートシステムノズルが垂直位置にスイングします。ボタンを2回押すと、ヒートシステムノズルがホームポジションにスイングします。このボタンはトグルボタンで、ボタンを1回押すとスイングシステムがスイングイン/アウトします。
- スイングアップ: スイングアップボタンを有効にするには、ヒートシステムのスイングが垂直位置でなければなりません。垂直位置にない場合、スイングアップボタンは作動しません。ボタンを押すと、ヒートシステムノズルが上位置にスライドします。ボタンを2回押すと、ヒート・システム・ノズルが下降位置にスライドします。このボタンはトグルボタンで、ボタンを1回押すとスイングシステムが上下にスライドします。 警告 ノズルを上位置に3秒以上置いたままにしないでください!
- Jog FWD: このボタンを押すと、ドライブシステムが低速で前進方向にジョグします。この機能はモーターとドライブシステムの動きをテストすることのみを目的としています。同期機能での動作は意図されていません。Jog FWDは一時停止状態でのみ表示されます。
- オートチューン・プロポーション(Auto Tune Proportion): 表示されている数値は、温度コントローラーが温度制御ループに現在使用している比例帯域の値です。
- オートチューン・インテグラル(Auto Tune Integral): 表示される数値は、温度コントローラーが温度制御ループに現在使用しているインターグラルタイムの値です。
- 自動調整微分: 表示される数値は、温度コントローラーが温度制御ループに現在使用している微分時間の値です。
- オートチューン: このボタンを押すと、温度コントロールは強制的にオートチューンの状態になります。 警告 オートチューニングを行う前に、設定温度を800' Fに設定し、実際の温度が設定温度に近づくようにしてください。オートチューニングは、温度が原因不明で変動している場合にのみ使用してください。オートチューニングを実行する前に、ヒートシステムのコンポーネント、空気圧、空気の流れ、またはその他の理由の不具合を特定するために努力を尽くしてください。
- メニュー メニューボタンを押すと、メインメニュー画面が表示されます。
リモートインターフェース画面
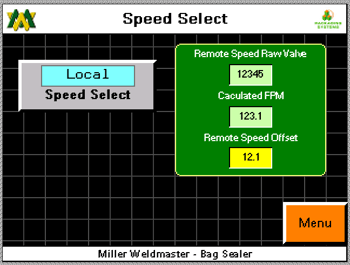
- スピードコントロール「ローカル」: ボタンを押すと、スピードリファレンスがローカルとリモートの間で切り替わります。1回押すと逆の状態に切り替わります。
- リモートSP: このテキストボックスには、バッガーから指示された毎分何フィートでマシンが動作しているかが表示されます。リモートインターフェイススクリーンでリモートスピード操作が選択されている場合のみ、マシンはこのスピードで動作します。
- リモートスピードオフセット(FT/MIN): テキストボックスに表示される数値は、下側のコンベア速度をシーラーに合わせるために入力された速度を反映しています。 画面上のテキストボックスに触れると、キーパッドが表示され、設定値を変更することができます。セットポイントはプラスまたはマイナスの数値で調整できます。例えば、袋がシーラーに入り、袋が直立している場合、袋がラインを移動し、袋が前方に傾き始めると、オフセットが速すぎて、シーラーに下部コンベアよりも速く動作するように指示していることになります。セットポイントを低く調整し、次の袋を観察してください。
- 前: 前のボタンを押すと、前の画面が表示されます。
注意 注意:袋が前や後ろに傾くことは、シールの直線性に影響を与えることを知っておくことは非常に重要です。シーラーを通過する際、バッグが前方に傾いていると、折り目の大きさが前縁から後縁に向かって大きくなる可能性があります。バッグがシーラーを通過する際に後方に傾くと、折り目が前縁から後縁に向かって小さくなることがあります。
アクティブなアラーム画面
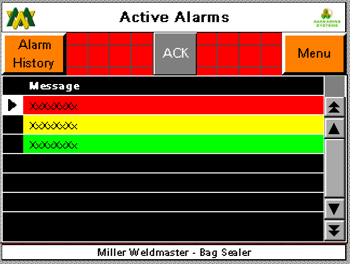
黒いテキストボックスにアクティブなアラームが表示されます。これらのアラームは、解決され、ACK ボタンが押されるまで表示され続けます。
- 履歴 履歴ボタンを押すと、アラーム履歴画面が表示されます。
- ACK: アラームを確認します。ACK ボタンを押すとアラームを確認し、休憩します。アラーム状態が解消されていない場合、アラームは再度表示されます。
- 前: 前のボタンを押すと、前の画面が表示されます。
アラーム履歴画面
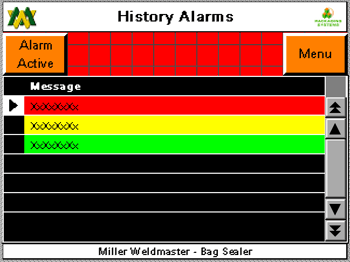
黒いテキストボックスには、過去に発生したすべてのアラームイベントが日付とタイムスタンプと共に表示されます。
- 上/下矢印ボタン: アラームのページを上下にスクロールできます。
- 履歴をクリアする: 履歴クリアボタンを押すと、メモリに保存されている履歴がクリアされます。履歴クリアボタンはSUユーザーとしてログインしている場合のみ表示されます。
- 前へ: 前のボタンを押すと、前の画面が表示されます。
情報画面

この画面は、Miller Weldmasterの連絡先情報を表示し、マシン固有のタイプ、シリアル番号、ソフトウ ェアのバージョンをお知らせするだけのものです。Miller Weldmaster にお電話でお問い合わせの際は、マシンのタイプ、シリアル番号、ソフトウェア・バージョンをお控えの上、Miller Weldmaster 担当者にお伝えください。
- 前: 前のボタンを押すと、前の画面が表示されます。
ログイン画面
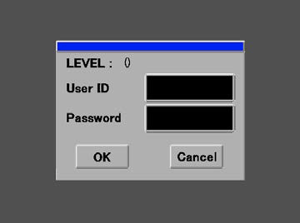
ロックされた、またはレベル分けされたアクセス画面にアクセスするには、適切なユーザーIDとパスワードを入力する必要があります。ご不明な点がございましたら、上司までお問い合わせください。
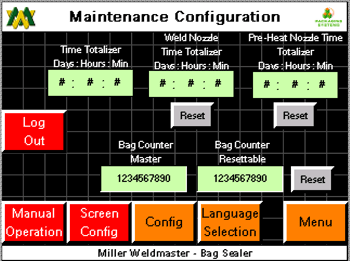
マシン設定画面
- ジョグ速度(FT/MIN): 表示される数値は、ジョグボタンを押したときにドライブシステムが1分間に何フィート動作するかを反映しています。画面上のテキストボックスをタッチするとキーパッドが表示され、ジョグ速度を変更することができます。
- ポーズ遅延時間(SEC): 表示されている数字は、一時停止信号が出された後、または一時停止ボタンが押された後に経過する時間です。この機能は、PS400 システムからバッグを取り除くためのものです。画面上のテキストボックスに触れるとキーパッドが表示され、一時停止遅延時間を変更することができます。
- バッグジャムタイム(SEC): 袋が入力袋センサーに表示され、袋が出力袋センサーに表示されない場合、袋詰まりアラームがセットされるまでの秒数を表示します。例えば、袋が機械に入った時、正しく提示されていると仮定すると、入力袋センサーは袋を見ることになり、同様に袋が機械から出た時、出力袋センサーは袋を見ることになります。画面上のテキストボックスをタッチするとキーパッドが表示され、Bag Jam Timeを変更することができます。
- スイングインタイムとスイングアウトタイム(SEC): ノズルスイングシステムは2つのモーションで設計されており、2つのエアシリンダーでモーションを行います。ホームポジションからノズルは溶接ローラーに向かって旋回し、その後スライドアップします。この設計は、ノズルの位置がガイドシステム、ウェルド・ローラー、バッグ自体に近接するように作られています。
- スイングインタイム(秒): 表示されている数値は、ノズルスイングシステムの2番目の動作の時間です。例えば、ノズルスイングが作動するように指示されると、ピボット動作は直ちに開始されますが、2番目の動作であるスライド、アップは時間が設定ポイントに達するまで開始されません。この時間は、ノズルの揺動が溶接ローラーとガイドの真下に位置してから、スライド・アップを開始するためのものです。画面上のテキスト・ボックスをタッチするとキー・パッドが表示され、スイング・イン・タイムを変更できます。
- スイングアウト時間(SEC): 表示されている数値は、ノズルスイングシステムの2番目の動作の時間です。この動作とイベントの順序は、スイングインタイムの正反対です。画面上のテキストボックスをタッチするとキーパッドが表示され、スイングアウトタイムを変更することができます。
- エレメント・アドバイザリー・スヌーズ(HRS): 寿命警告がアクティブになり、ACKボタンが押されると、寿命警告はスヌーズモードに入ります。表示される数字は、何時間スヌーズしているかを示す。時間数は0~99時間の間で調整可能です。画面上のテキストボックスをタッチするとキーパッドが表示され、時間数を変更することができます。
- マシン: マシンの電源が入っている時間の合計。時間は時間で表示されます。
- ウェルドノズル:ウェルドヒートシステムの電源が入っている時間の合計。時間は時間で表示されます。
- プレヒートノズル: プレヒートシステムの電源が入っている時間の合計。時間は時間で表示されます。
- バッグ・カウンター: 入力バッグセンサーと出力バッグセンサーの両方を通過したバッグの総数。
- ウェルド・ノズル・アクティブ・エレメント(HRS): ウェルド・ノズルが最後にリセットされてから電源が入っている時間の合計。
- 寿命末期の警告:表示される数字は、ヒートシステムが電源オンになってから何時間後に寿命警告が表示されるかを示しています。この勧告は、戻るボタンを押すことで確認することができ、その場合、勧告は24時間リセットされます。耐用年数終了のメッセージは、権限のある人がSUユーザーにログインし、溶接ノズルと予熱ノズルの両方の時間メーターをリセットするまで続きます。時間数は0~99時間の間で調整可能です。画面上のテキスト・ボックスをタッチするとキーパッドが表示され、時間数を変更することができます。
- プリヒート・ノズル・アクティブ・エレメント: 前回のリセット以降、溶接ノズルが通電している時間の合計。
- バッグ・カウンター・リセット可能: 入力バッグセンサーと出力バッグセンサーの両方を通過したバッグの総数。リセットボタンを押すと積算値はゼロにリセットされます。
- 前: 前のボタンを押すと、前の画面が表示されます。
スピードの設定
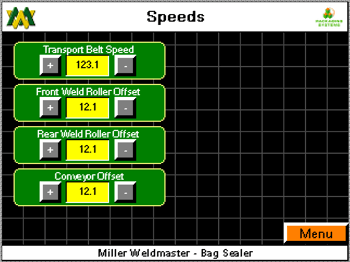
- Transport Belt (FT/MIN): テキストボックスに表示されている数字は、トランスポートベルトの設定速度です。トランスポートスピードはマシンのマスタースピードです。数値の単位はフィート/分です。スクリーンのテキストボックスに触れるとキーパッドが表示され、トランスポートベルトの速度を変更することができます。テキストボックスの右/左にある上/下矢印もトランスポートベルトの速度を調整します。矢印をタッチすると、0.01 ft/分ずつ速度が増減します。希望のセットポイントをテキストボックスに入力したら、そのセットポイントに変更を送るためにアクティベートボタンを押す必要があります。
- フロント・ウェルド・ローラー (FT/MIN): テキストボックスに表示される数値は、フロント・ウェルド・ローラーの設定速度です。フロント・ウェルド・ローラーの速度はトランスポート速度に従いますが、オフセットすることもできます。数値の単位はフィート/分です。画面上のテキストボックスをタッチすると、キーパッドが表示され、フロント・ウェルド・ローラー速度を変更することができます。テキストボックスの右/左にある上/下矢印は、リアウェルドローラーの速度も調整します。矢印に触れると、速度が 0.01 ft/min ずつ増減します。希望のセットポイントをテキストボックスに入力したら、そのセットポイントに変更を送信するために、アクティベートボタンを押す必要があります。
- リア・ウェルド・ローラー (FT/MIN): テキストボックスに表示される数値は、リア・ウェルド・ローラーの設定速度です。リア・ウェルド・ローラーの速度はトランスポート速度に従いますが、オフセットすることもできます。数値の単位はフィート/分です。画面のテキストボックスに触れると、キーパッドが表示され、リア・ウェルド・ローラーの速度を変更することができます。テキストボックスの右/左にある上/下矢印も、リア・ウェルド・ローラーの速度を調整します。矢印をタッチすると、速度が 0.01 フィート/分で増減します。希望のセットポイントをテキストボックスに入力したら、特定のセットポイントに変更を送信するために、アクティベートボタンを押す必要があります。
- 溶接ノズル温度(F): 表示されている数字は、温度コントローラーが温度を保持するよう指示されている温度です。画面上のテキストボックスをタッチするとキーパッドが表示され、セットポイントを変更することができます。テキストボックスの右/左にある上/下矢印もセットポイントを調整します。矢印をタッチすると、温度が1℃ずつ上昇/下降します。希望のセットポイントがテキストボックスに入力されたら、その特定のセットポイントに変更を送信するために、ユーザーはアクティベートボタンを押す必要があります。
- 予熱温度(F): 表示されている数字は、温度コントローラーが温度を保持するよう指示されている温度です。画面上のテキストボックスをタッチするとキーパッドが表示され、セットポイントを変更できます。テキストボックスの右/左にある上/下矢印もセットポイントを調整します。矢印をタッチすると、温度が1℃ずつ上昇/下降します。希望のセットポイントがテキストボックスに入力されたら、その特定のセットポイントに変更を送信するために、ユーザーはアクティベートボタンを押す必要があります。
マニュアルメニュー画面
 |
|
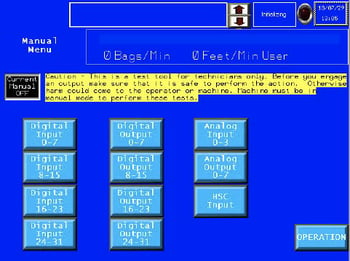 |
カレント・マニュアル・オフ このボタンを押すと、機械機能の手動オン/オフが切り替わります。 |
 |
マニュアル入力ビュー 0-7 入力がオンの場合、文字の横の黒いボックスが点灯します。これは表示可能な画面のみです。電気回路図と画面に表示されているテキストを参照して、目的の入力がオン/オフされていることを確認してください。 |
 |
手動入力ビュー 8-15 入力がオンの場合、文字の横の黒いボックスが点灯します。これは表示可能な画面のみです。電気回路図と画面に表示されているテキストを参照して、目的の入力がオン/オフされていることを確認してください。 |
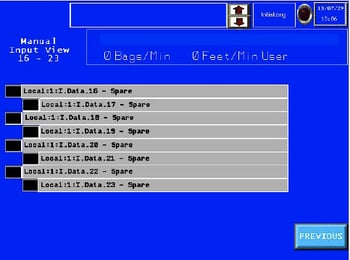 |
手動入力ビュー 13-23 入力がオンの場合、文字の横の黒いボックスが点灯します。これは表示可能な画面のみです。電気回路図と画面に表示されているテキストを参照して、目的の入力がオン/オフされていることを確認してください。
|
 |
マニュアル入力ビュー 23-31 入力がオンの場合、文字の横の黒いボックスが点灯します。これは表示可能な画面のみです。電気回路図と画面に表示されているテキストを参照して、目的の入力がオン/オフされていることを確認してください。
|
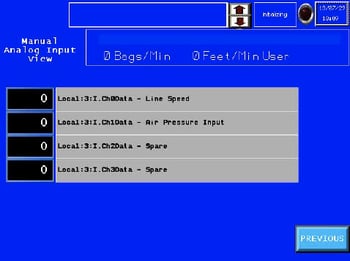 |
手動アナログ入力ビュー ブラックボックスには、入力されたエンジニアリング・データが表示される。これは表示可能な画面のみです。電気回路図と画面に書かれているテキストを参照し、目的の入力にデータが表示されていることを確認してください。 |
 |
手動アナログ出力ビュー ブラックボックスには、アウトプットに入力されるエンジニアリング・データが表示される。これは表示可能な画面のみです。電気回路図と画面に書かれているテキストを参照して、目的の出力にデータが表示されていることを確認してください。 |
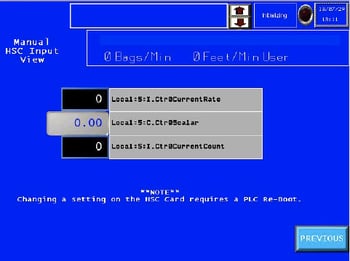 |
マニュアルHSC入力ビュー 表示される数値は、高速カウンターのエンジニアリングカウントです。これは表示可能な画面のみです。 |
 |
マニュアル出力 0-7 出力の隣にある画面上の黒いボックスをタッチすると、出力がオン/オフになります。電気回路図と画面に表示されているテキストを参照して、目的の出力が実際にオン/オフされていることを確認してください。 |
 |
マニュアル出力 8-15 出力の隣にある画面上の黒いボックスをタッチすると、出力がオン/オフになります。電気回路図と画面に表示されているテキストを参照して、目的の出力が実際にオン/オフされていることを確認してください。
|
 |
マニュアル出力 16-23 出力の隣にある画面上の黒いボックスをタッチすると、出力がオン/オフになります。電気回路図と画面に表示されているテキストを参照して、目的の出力が実際にオン/オフされていることを確認してください。 |
 |
マニュアル出力 24-31 出力の隣にある画面上の黒いボックスをタッチすると、出力がオン/オフになります。電気回路図と画面に表示されているテキストを参照して、目的の出力が実際にオン/オフされていることを確認してください。
|
特徴
- 複数のバッグクロージャースタイルを持つ、複数のサイズのポリウーブンバッグに適しています。
- ユーザーフレンドリーなHMIにより、オペレーターは多種多様な製品に対応する機械を簡単に調整できる。
- 自動制御温度コントローラーにより、生産される製品に正確に熱を供給することができます。
技術仕様
- 定格電流 = 230ボルトで30アンペア / 480ボルトで30アンペア
- 定格出力 = 9000 W
- 定格電圧 = AC230V、50/60hz または AC480V、50/60hz
- 最高温度 = 1472°F (800°C)
- 一般空気圧 = 100psi (6.9 bar)
- 機械速度=20 ft/分~150 ft/分(6 m/分~45 m/分)
- 全体寸法=長さ116インチ×幅54インチ×高さ68インチ(2946mm×1372mm×1727mm)
- シール幅=1インチ~2インチ(25mm~50mm)
- 最大ノイズ = 75 dbA
- 電気文書番号MWC-0100-1200 (文書番号は機械のシリアル番号です。この番号はマシンのシリアルタグに記載されています)。
技術仕様
機械部門
 |
|
 |
上部/下部ユニット
|
 |
ヒートシステム調整アセンブリ
|
 |
トリマー
|
|
クリーザー
|
|
 |
リフトシステム
|
|
ガイドシステム
|
オペレーター・コントロール・セクション

コントロールパネル(リセットボタン、一時停止ボタン、非常停止)
コントロールパネル:HMI(ヒューマン・マシン・インターフェース)デジタル・タッチスクリーンにより、システム制御を設定できます。
リセットボタン: 押すと、機械の始動時または 非常停止が押された後に操作できるように なります。
一時停止ボタン:一時停止ボタンを押すと、マシンは制御された状態で停止する。
緊急停止:緊急停止ボタン(Estop)を押すと、マシンは緊急停止状態になります。ヒーターはオフになり、モーターは停止し、ノズルはホームポジションに戻ります。緊急停止状態を解除し、マシンを点検してリセット可能かどうかを確認してから、リセットボタンを押すことができる。
空気圧システム
インレット・エア・フィルターとウォーター・セパレーター

空気中の水分や汚れをろ過する。
圧力計

設定圧力を表示します。ウェルドローラーゲージは、例えばウェルドローラーの圧力設定を表示するために使用されます。
エアシリンダー / ソレノイドバルブ

エアシリンダー:上部ユニット/搬送用エア・シリンダーは、ウェルド・ローラーと搬送ベルトの開閉に使用される。ヒート・システム・シリンダーは、ヒート・システムのスイング・インとスイング・アウトを制御します。
ソレノイド・バルブ:いくつかのソレノイド・バルブは、エア・シリンダー、溶接用エア、冷凍機の操作に使用される。
![]() 警告作業を行う前に、必ず機械の電源を切ってください。
警告作業を行う前に、必ず機械の電源を切ってください。
- エレメントハウジングの保護カバーを緩め、取り外します。
- エレメントハウジングの前面周辺にあるグラスファイバー製の断熱材を開梱します。断熱材を扱う際は、目に触れないように注意してください。
- エレメントハウジングを固定しているブラケットのボルト2本を緩めて取り外します。
- エレメントをハウジングに固定しているボルトを外す。
- 電気リード線を固定しているエレメントの上部止めネジ2本(両側1本ずつ)を緩め、リード線を取り外します。
- エレメントを垂直に引き出す
- 逆の手順で古いエレメントを新しいエレメントに交換する。エレメントを再装着する際は、必ずエレメントハウジングのスロットにキーを合わせてください。
注意 水晶管は割れやすく、すでに破損している可能性があります。
メンテナンス
電気回路

- 部品やコンポーネントを交換する場合、元のタイプと同じタイプの部品やコンポーネントを使用する必要があります。純正交換部品は、Miller Weldmaster またはMiller Weldmaster 認定代理店を通じてご購入ください。
- 電気キャビネットは3ヶ月ごとに清掃する必要があります。電気キャビネットの適切な清掃方法: 電源を切り、圧縮空気とブローガンを使用し、電気部品と制御盤全体に静かに空気を吹き付け、その部分から埃や ごみを取り除きます。
- PLC、ディスプレイ、および操作パネルが損傷するのを避けるため、PLC、 ディスプレイ、および操作パネルを接続しているケーブルの抜き差しは、電源が入っている 状態では絶対に行わないでください。
- 取り除けない故障がある場合は、直ちにサービス部門(Miller Weldmaster )までご連絡ください。
ダイレクト・システムズ
- ドライビングスプロケットとベルトが適切に配置され、摩耗し、シャフトに固定されているか確認します。
- ベルトが緩みすぎていないか点検する。必要に応じて締める。
- ノズルがウェルド・ローラーと平行で、ウェルド・ローラーの中心にあるか確認してください。そうでない場合は、3.3.1項に従って調整する。
- ウェルド・ローラー・ユニットの開閉動作と搬送がスムーズかどうか確認してください。
ご注意 本機の適切なメンテナンスを怠ると、性能に影響を及ぼす可能性があります。 影響を受ける可能性があります。ご不明な点はMiller Weldmaster までお問い合わせください。
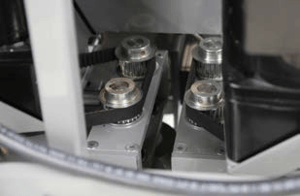
ベルトとプーリーのメンテナンス

- Miller Weldmaster PS400 には、ウェルド・ローラー、クリーサー、トリマー、搬送シス テムの駆動に使用される複数のベルトとプーリーがあります。ベルトとプーリーは、メンテナンス頻度が高いものではありませんが、月に一度は点検し、過度のほこりや汚れがないことを確認してください。また、緩みや弛みがないかも点検する。新しく設置された機械の場合、運転開始後2週間は、ベルトとプーリーを週に1回点検すること。
- サーキットブレーカーをオフの位置にする。
- 電源コードを電源装置から外します。電源コードがハード配線されている場合は、ジャンクションボックスで電源を遮断してください。
- 両方のキャビネットドアを開け、ベルトとプーリを点検します。必要に応じて、ベルトとプーリーのメンテナンスを行ってください。
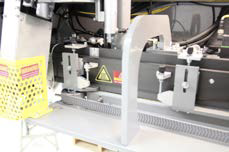
マシン調整
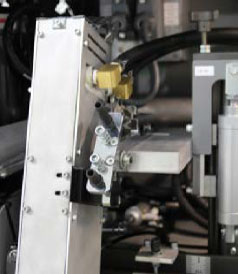




(図55) (図56) (図57) (図58) (図59)
まず熱風をオンにし、希望の温度に設定します。HMIのウェルド・ローラー・ボタンを押して、ウェルド・ロー ラーを閉位置にセットします。
注意 手動スイングボタンは、HMI画面の "ヒートコントロール・ウェルドノズル "または "ヒートコントロール・プレヒートノズル "にあります。
- HMIの "Swing In "ボタンを押して、左右のノズル位置を確認します。ノズルはガイドノーズピースの中央にあるはずです(図57参照)。そうでない場合は、左右調整ボルトの差し込みナットを見つけ、緩めます(図55参照)。これにより、左右のノズル位置の調整が可能になります。左右調整ボルト(図55参照)を時計回り/反時計回りに回すと、ノズルの先端が左右に移動します。ノズルがガイドノーズピースの中央に位置したら、ジャムナットを締め付けます。
- ノズルの上下位置は、HMIの "Swing Up "ボタンを押して確認します。ノズルの先端は、ガイド・ノーズ・ピースの上端より1/16"~1/8 "下に位置するはずです(図58参照)。そうでない場合は、高さ調整ノブを見つけ、差し込みナットを緩めます(図56参照)。これでノズルの高さを調整することができ、ノズルの先端を上下に動かすことができます。ノズルがガイドノーズピースの上端より1/16"~1/8 "下になったら、ジャムナットを締め付けます。
- ノズルの深さは、溶接ローラーのピンチ・ポイントから約 1/16~1/8インチの位置で、プレヒート・ノズルとノーズ・ピースの間の隙間が最小になるようにします(図58を参照)。HMIの「Swing In(スイング・イン)」および「Swing Up (スイング・アップ)」ボタンを操作して、デプス(深さ)・ノズルの位 置を確認します。ノズルの位置が合っていれば、テスト溶接を行います。ノズルの深さが合っていない場合は、深さ調整スロットの 位置を確認し、ボルトを緩めます(図59を参照)。ボルトを緩めれば、ヒート・システム全体を前方または後方に動かし、ノズルの位置を正しく合わせることができます。ノズルの位置が揃ったら、テスト溶接を行います。
注意 熱を変えるとノズル先端が上下左右に動きます。200度以上の熱交換後は、必ずノズル先端の位置を確認してください。
警告 ノズルが希望の温度で、溶接位置に手動でノズルを配置する と、ウェルド・ローラーが損傷します!
マシンの高さを調整する


(図60)(図61)
- マシンの高さはクランクハンドルで調節します。
- ラチェット・セレクター・スイッチを切り替えることで、ユーザーは高さを上下に調整できる。(図60参照)
警告 本機の高さを上限以上に調整しないでください。高さ調整クランクの隣には高さ目盛りがあります。目盛りの上部には赤いゾーンがあります。レッドゾーンの内側でマシンの高さを調整しないでください。本機の高さを上限より高く調整すると、本機の損傷や使用者の負傷の原因となることがあります! - マシンを希望の操作高さに調整したら、リフト・システムのダウン・ストロークを制限するために、2 つの下限クランプ・カラーを調整する必要があります。(図 61)
- リフト・システムのダウン・ストークを制限するために使用されるクランピング・カラーの近 くに、赤い注意書きタグがあります。(図 61)
輸送と保管
警告 箱詰めされた機械をパレットから移動させたり、取り外したりする際には、フォークリフトを使用することを推奨する。工場内でマシンを移動させる際は、フォークリフトの使用を推奨する。マシンを移動させる前に、マシンの高さ調節を最も低くしておくことが非常に重要です!
注意 本機の不適切な使用による損害や怪我について、メーカーは一切の責任を負いません。
技術要件
- 空気圧の合計は、最低でも6.9 bar(100 psi)、10.3 bar(150 psi)でなければなりません。
- 溶接ローラーの圧力は、40 psi ~ 50 psi(2.8 bar ~ 3.4 bar)とする。
- ウェルド・ローラーと搬送ベルトの開閉はスムーズで自由でなければならず、明らかな振動がなければならない。
- 上部/下部溶接ローラーが正しく配置されている場合、2つのローラーのエッジは平行で整列しているはずです。
- ヒートシステムのスイング:ヒートシステムのスイング・イン/アウトは、適度なスピードでスムーズかつ自然でなければならない。
- エアラインとエアフィッティングに漏れがないこと。
- すべての整備可能なベアリングとベアリング・ブロックは、毎月1回点検し、必要に応じてグリースを塗布してください。週5~7日の24時間運転では、月に一度、少量のグリースが必要な場合があります。
- ノズルの位置は、各シフトの開始時およびノズル付近でバッグが詰まった後に確認すること。
注意事項
材料の厚さ、オペレーターの資格、異なる環境や天候などの要因の変化は、製品に直接影響を与える可能性がある。オペレーターは、特に以下の調整可能な要因を理解できなければならない:
- 加熱温度
- 空気圧
- アッパー・ウェルド・ローラーの圧力
- 空気量
- 暖房設備の配置
14.0 追加マシン・ドキュメント