
本取扱説明書は、SeamRoverを操作する際のガイドとなることを目的としています。溶接機の最適な性能を確保するため、推奨事項および仕様に正確に従ってください。
目次
- 第1章:使用目的
- 第2章 警告の説明
- 第3章:電気と空気の要件
- 第4章 ヒートシールの原理
- 第5章 コントロールの定義
- 第6章 推奨交換部品
- 第7章 マシンの仕様
- 第8章 メンテナンス
- 第9章:輸送仕様と保管
- 第10章 技術要件
本機に関する技術的なお問い合わせは、リゾリューション・センター(1-855-888-WELD)までお電話いただくか、Eメール(英語)でお問い合わせください。 service@weldmaster.com。
1.0 使用目的
シームローバーDDは、布や膜などの溶着可能な熱可塑性プラスチックをヒートシールすることを目的とした回転式熱風溶着機です。PVC、TPO、その他の溶着可能な素材が含まれます。最初に必ずテスト溶接を行ってください。
メーカーは認めていない:
- このマシンの他の使い道は?
- 運転中に安全ガードを取り外すこと。
- マシンの不正改造。
- メーカーが承認していない交換部品を使用すること。
 適切な訓練を受けた技術者のみが、定期的な保守点検や修理を行うことができます。機械の修理
適切な訓練を受けた技術者のみが、定期的な保守点検や修理を行うことができます。機械の修理
注意:本機の不適切な使用による損害や怪我について、メーカーは一切責任を負いません。
2.0 警告の説明
Miller Weldmaster 112 には、いくつかの異なる警告シンボルがあります。これらの記号は、機械の潜在的に危険な領域をオペレータに警告するためのものです。その配置と意味をよく理解してください。

注意熱い
注意:熱い "マークは、熱い表面の近くのガードに付けられています。

注意プラグを抜く
注意:キャビネットの開口部およびすべてのアクセス・パネルの近くに、"Unplug Machine"(電源プラグを抜いてください)のステッカーが貼られています。感電を防ぐため、キャビネットのドアを開ける前に、必ず機械の電源を抜いてください。

警告手を離さないでください
警告:ヒーターアセンブリには、「警告:手を近づけないでください」ステッカーが貼られています。挟まれたり火傷したりしないよう、常に手の位置に注意してください。

警告高温空気
警告:高温空気 "のステッカーがヒーターアセンブリに貼られています。

注意電気
注意:電気」ステッカーは、電気が使用されている場所の近くに貼られています。
3.0 電気的および空気的要件
警告資格のある電気技術者のみが電源を接続してください。
準備 - ワールドパワー
1.電源が230V、25アンペアであることを確認してください。
2.電圧と電流が本機専用であること、および上記の条件を満たしていることを確認してください。
スペック
3.機械を操作する前に、機械の周囲に燃えやすいゴミがないことを確認してください。本機の使用中は、許可された人だけが本機の周辺にいるようにしてください。
電気供給
Miller Weldmaster シームローバーDDには、以下の電気的要件が必要です:
- 25アンペア - 単相 - 230ボルト
- 10k以上の発電機を推奨
4.0 ヒートシールの原則
ホット・エア
溶接作業に必要な熱は、ヒートエレメントハウジング内にある2つのヒートエレメントによって電気的に生成されます。熱風温度は華氏100~1350度、摂氏25~730度です。
スピード
ウェルド・ローラーの速度は、溶接される材料に熱が加えられる時間を決定します。速度設定が遅いほど、材料はより多く加熱されます。速度設定が速いほど、被溶接材は加熱されにくくなります。最良の溶接を実現するには、完全な溶接を達成しなが ら、最小限の熱量を被溶接材に加える必要がある。熱量が多すぎると素材に歪みが生じ、逆に熱量が足りな いと素材が溶着しなくなる。
圧力
溶接ローラーの圧力は、溶接を行う際の最終段階です。溶接ローラーの圧力により、加熱された材料が圧縮され、溶接が完了します。
概要
ヒートシールする際には、熱、速度、圧力を適切に組み合わせることで、適切に溶接された継ぎ目を得ることができる。
5.0 コントロールの定義
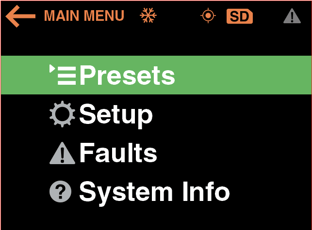
メイン画面 - HMI操作

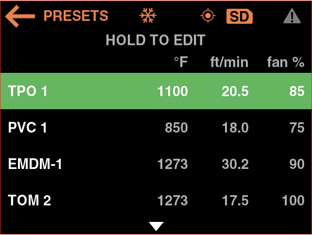
ホーム画面
プリセット: これは、さまざまな種類の布地を溶着するために使用される、熱と速度のパラメーターの特定の組み合わせです。現在マシンで使用しているレシピが表示されます。0 - 15 利用可能なレシピ設定。
機械速度: ウェルドローラーの速度です。速度はコントロールノブを回すことで調整できます。ノブを回すごとに、0.1フィート/分の速度が増減します。

実際の温度: マシンの現在の温度。
設定温度: 熱可塑性プラスチックの溶着に必要な機械の温度です。

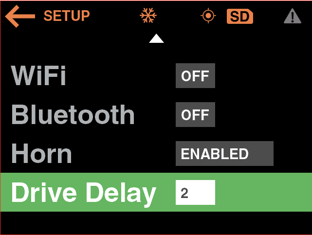
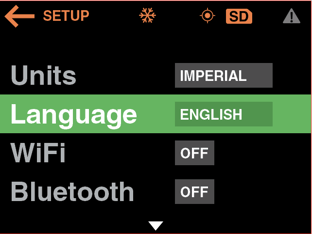
セットブロワー

ディレイ設定: 継ぎ目のボイドをなくすために使用します。溶接の品質を確保するため、さまざまな遅延設定 をテストすることを忘れないこと。ドライブ・ディレイが長すぎると、材料が焦げる可能性があります。
駆動開始遅延時間: 駆動開始遅延時間: ノズルが所定の位置にスイングすると、設定ポイントに達するまで 溶接ローラーが回転するのを、駆動開始遅延時間が遅らせます。駆動開始遅延時間は、オペレーターが希望の設定値に調整します。
言語: 需要に応じて言語を選択します。
最大出力: 1350˚F 32ft/分 50-100%ブロワー。
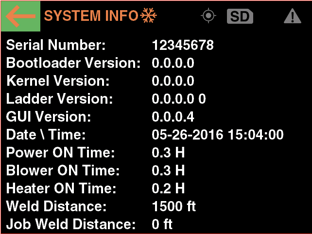
アワーメーター:アワーメーターは、暖房システムがオンになっている合計時間をカウントします。
プリセット:パラメータを変更する際にSAVEボタンを押すと、調整した設定が選択したレシピに保存されます。
6.0 推奨交換部品
Miller Weldmaster は、以下のスペアパーツを在庫しておくことを推奨する:



![]() 注:製造者は、発生した損害や怪我について責任を負いません。 本機を不適切に使用しないでください。
注:製造者は、発生した損害や怪我について責任を負いません。 本機を不適切に使用しないでください。
動作原理
シームローバーDDは、熱可塑性布地やフィルムを熱風で溶着するヒートシール機で、熱可塑性材料を完全にシールするために、圧力、一定の速度、正確な温度を加えます。
技術仕様
- 定格電流 - 230ボルトで25アンペア
- 定格出力 - 4600 W
- 定格電圧 - 230v AC, 50/60hz
- 最高温度 - 1350°F (730°C)
- 機械速度 - 1-32フィート/分
- 全体寸法 - 27インチ x 14インチ x 13インチ
- シーム幅 - 2インチまで
- 正味重量 - 88ポンド
オペレーター・コントロール・セクション
- コントロールパネル HMI(ヒューマン・マシン・インターフェース)
- デジタル画面では、システム制御を設定できます。
- 電源オン/オフスイッチ: 電源スイッチは、 マシンのオンとオフを切り替えます。

その他
- 電源アウトボードヒューズ: 機械全体の一般電源の保護制御に使用される。
- スタート/ストップスイッチ: シーミング作業の開始と停止をコントロールします。(ノズルスイング)
![]() 警告作業を行う前に、必ず機械の電源を切ってください。
警告作業を行う前に、必ず機械の電源を切ってください。


ウェルド・ローラー: ウェルド・ローラーを交換するには、ドライブ・シャフトの ファスナーを取り外します。ウェルド・ローラーをスライドさせてドライブ・ シャフトから外し、キー・ウェイからキーを取り外します。取り付けは、取り外しと逆の手順で行 います。


図1 図2
ノズル位置(水平): ノズルの水平位置を調整するには、ノズル取り付けブラケットにある4本の平頭ボルトを緩めます。4本のボルトが少し緩んだら、ノズル取り付けブラケットに下向きの圧力をかけながら、ノズルを所定の位置にスライドさせます。ノズルの位置が満足のいくものになったら、エレメント・ハウジングに最も近いボルトの1つから十字にボルトを締めます(図2)。

ノズル位置(垂直): ノズルの垂直位置を調整するには、ノズルフロートアセンブリーの下にあるソケットヘッドキャップスクリューと差し込みナットを見つけます。差し込みナットを緩め、ソケットヘッドキャップスクリューを内外に動かしてノズルの静止位置を調整します。ノズルの位置が満足のいくものになったら、差し込みナットを締めます。ノズルが溶接される継ぎ目に容易にスイングできるよう に、ノズルの垂直位置を微調整します。



熱電対: エレメント・ハウジングの側面にある4つのソケット・ヘッド・キャップ・スクリューを取り外して熱電対を交換します。これにより、熱電対ガードを取り外すことができます。レンチを使って熱電対を外します。熱電対プラグの保護用熱収縮材を切断して外し、熱電対のプラグを抜きます。取り付けは取り外しと逆です。


 ステップ1 ステップ2 ステップ3
ステップ1 ステップ2 ステップ3

 ステップ4 ステップ5
ステップ4 ステップ5
エレメント エレメントを交換するには、エレメントハウジングキャップ上部の4つのソケットヘッドキャップネジを緩めて取り外します。エレメントハウジングからキャップをゆっくりと引き抜きます。エレメント絶縁チューブとエレメントハウジングキャップガスケットを取り外し、脇に置きます。これで、エレメントをエレメントハウジングキャップから抜くことができます。取り付けは、取り外しと逆の手順で行う。
電気回路
1.部品やコンポーネントを交換する際は、純正品と同じタイプ、または純正品と同等の タイプの部品やコンポーネントを使用する必要があります。純正 交換部品は、Miller Weldmaster およびMiller Weldmaster 正規代理店を通じてご購入ください。
2.制御モジュール、ディスプレイ、および操作パネルの損傷を避けるため、PLC、 ディスプレイ、および操作パネルを接続しているケーブルの抜き差しは、電源が入っている間は絶対に行わないでください。
3.取り除けない故障がある場合は、直ちに Industrial Heat Sources (IHS) 社のサービス部門 +1 (330) 970-9353 までご連絡ください。
駆動方式
1.駆動スプロケットが外れていないか、緩んでいないかを確認する。
2.チェーンが緩んでいないか確認する。必要に応じて締める。
注意:適切なメンテナンスを行わないと、マシンの性能に影響を及ぼす可能性があります。ご不明な点はMiller Weldmaster までお問い合わせください。
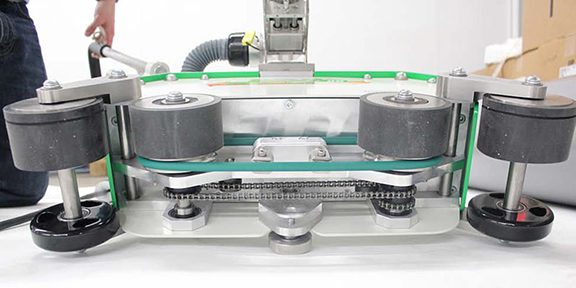
チェーンの締め付け/注油
Miller Weldmaster シームローバーDDには、溶接ローラーを駆動するために使用される2本のチェーンがあります。メンテナンスの必要性は高くないが、年に一度はチェ ーンを点検し、過度の腐食や錆、汚れがないことを確認する必要がある。また、緩みや弛みがないかも点検してください。必要であれば、年に1回、80w~90wのギア・オイルでチェーンに注油する。
1.サーキットブレーカーをオフの位置にする。
2.電源コードを電源装置から外します。
3.機械を横に倒し、チェーンを点検する。必要に応じてチェンのメンテナンスを行う。
熱風暖房システムの調整
まず温風をオンにして、好みの温度に設定する。
1.ノズルの深さは、溶接ローラーのピンチ・ポイントから 約1インチの位置にあるはずです。ノズルが合っている場合は、テスト溶接を行ってく ださい。そうでない場合は、ノズルを交換するか、機械の修理を依頼 してください。
9.0 輸送仕様と保管
ストレージ
製造者は、マシンを使用しないときは常に、余分なほこりや湿気からマシンを保護することを推奨しています。オペレーターは、機械の警告シンボルをよく理解し、機械の潜在的に危険な領域に注意を払う必要があります。
注意:本機の不適切な使用による損害や怪我について、メーカーは一切責任を負いません。 本機の不適切な使用による損害や怪我について、メーカーは一切の責任を負いません。
10.0 技術要件技術要件
1.溶接ローラーが正しく配置されている場合、2つのローラーの端は平行で一直線になっているはずです。
2.ヒートシステムのスイング:ヒートシステムのスイング・イン/アウトは、適度なスピードでスムーズかつ自然でなければならない。
3.エアラインとエアフィッティングに漏れがないこと。
注意:材料の厚さ、オペレーターの資格、異なる環境や天候などの要因の変化は、製品に直接影響する可能性があります。オペレータは、特に以下の調整可能な要因を理解できる必要があります:
1.加熱温度
2.溶接ローラーの圧力
3.風量
4.暖房設備の配置



