本取扱説明書は、T2エクストリーム・シーム溶接機を操作する際のガイドとなることを目的としています。溶接機の最適な性能を確保するため、推奨事項および仕様に正確に従ってください。
目次
- 第1章: 使用目的
- 第2章: 警告の説明
- 第3章 電気的要件 電気的要件
- 第4章 ヒートシールの原理 ヒートシールの原理
- 第5章 コントロールの定義 コントロールの定義
- 第6章: オペレーション
- 第7章: 調整
- 第8章: 溶接のヒント
- 第9章 ガイド ガイド
- 第10章 メンテナンス メンテナンス
- 第11章 推奨交換部品
- 第12章: 輸送と保管
- 第13章:追加マシン・ドキュメント
本機に関する技術的なお問い合わせは、リゾリューション・センター(1-855-888-WELD)までお電話いただくか、Eメール(英語)でお問い合わせください。 service@weldmaster.com。
1.0 使用目的
T2は、以下のような溶着可能な熱可塑性プラスチックをヒートシールすることを目的とした回転式ホットウェッジ溶着機である:
- ビニール(PVC)ラミネートおよびコーティング生地
- ビニール(PVC)およびポリウレタン(PU)フィルム
- ポリウレタン(PU)およびポリプロピレン(PP)コーティング生地
- ポリエチレン(PE)
- 熱可塑性ゴム(TPR)フィルムおよび生地
- ポリエステルおよびポリプロピレン不織布
- 各種フュージングテープ
- 溶接可能ウェビング
- 硬質押出製品
メーカーは認めていない:
- このマシンの他の使い道は?
- 運転中に安全ガードを取り外すこと。
- マシンの不正改造。
- メーカーが承認していない交換部品を使用すること。
 適切な訓練を受けた技術者のみが、定期的な保守点検や修理を行うことができます。機械の修理
適切な訓練を受けた技術者のみが、定期的な保守点検や修理を行うことができます。機械の修理
注意:本機の不適切な使用による損害や怪我について、メーカーは一切責任を負いません。
2.0 警告の説明
Miller Weldmaster T3 にはいくつかの異なる警告シンボルがある。これらの記号は、機械の潜在的に危険なエリアをオペレータに警告するためのものです。その配置と意味をよく理解してください。

注意プラグを抜く
注意:キャビネットの開口部およびすべてのアクセス・パネルの近くに、"Unplug Machine"(電源プラグを抜いてください)のステッカーが貼られています。感電を防ぐため、キャビネットのドアを開ける前に、必ず機械の電源を抜いてください。

注意電気
注意:電気」ステッカーは、電気が使用されている場所の近くに貼られています。

ご注意文書を読む
使用前に付属の説明書をお読みください。
4.0 ヒートシールの原則
熱
熱風ヒーター・システム
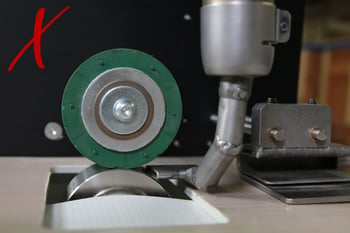
溶接作業に必要な熱は、ヒート・エレメント・ハウジング内にある1つのヒート・エレメントによって電気的に生成されます。内部エア・コンプレッサーがヒート・エレメント上に空気を送り込み、熱風ノズルを通して熱を運び、被溶接材に熱を加えます。熱風の温度範囲は摂氏25~600度(華氏100~1,200度)です。
スピード
ウェルド・ローラーの速度は、溶接される材料に熱が加えられる時間を決定します。速度設定が遅いほど、材料はより多く加熱されます。速度設定が速いほど、被溶接材は加熱されにくくなります。最良の溶接を実現するには、完全な溶接を達成しなが ら、最小限の熱量を被溶接材に加える必要がある。熱量が多すぎると素材に歪みが生じ、逆に熱量が足りな いと素材が溶着しなくなる。
圧力
溶接ローラーの圧力は、溶接を行う際の最終段階です。溶接ローラーの圧力により、加熱された材料が圧縮され、溶接が完了します。
概要
ヒートシールする際には、熱、速度、圧力を適切に組み合わせることで、適切に溶接された継ぎ目を得ることができる。
 スタート位置:レバーをスタート位置にすると、ヒートノズルは振り出され、一時停止状態になります。
スタート位置:レバーをスタート位置にすると、ヒートノズルは振り出され、一時停止状態になります。
 ローラーの開閉: レバーをローラー・オープン/クローズの位置にして、上部ウェルド・ロー ラーを閉じ、材料を所定の位置にクランプします。
ローラーの開閉: レバーをローラー・オープン/クローズの位置にして、上部ウェルド・ロー ラーを閉じ、材料を所定の位置にクランプします。
 ノズルスイングイン/アウト: レバーをノズル・スイング・イン/アウトに動かすと、ノズルが所定の位置にスイングし、溶接ローラーが回転を開始します。
ノズルスイングイン/アウト: レバーをノズル・スイング・イン/アウトに動かすと、ノズルが所定の位置にスイングし、溶接ローラーが回転を開始します。
 エアーのオン/オフ オンとオフの切り替えスイッチ。
エアーのオン/オフ オンとオフの切り替えスイッチ。
温度ノブ: ノブを時計回りに回すと温度が上がります。ノブを反時計回りに回すと温度が下がります。
6.0 操作
注意:機械を始動する前に、注意深く点検し、溶接部の下に異物がないことを保証してください。機械の周囲に燃えやすいゴミがないことを確認してください。許可された人だけが機械を使用できます。
スタートアップ
1.電源コードを適切な電源に接続する。
2.ノズル、ウェルド・ローラー、ガイドのアライメントのチェック
3.熱風電源スイッチをオン(-)にします。
4.温度ノブを希望の設定温度まで回し、熱を上昇させる。
5.ヒートシステムが希望の温度になった後、ノズルのアライメントをチェックする。
6.溶接ローラーに材料を投入し、溶接を開始する。
シャットダウン
1.温度ノブを最低温度設定(0)にする。ノズルから出る空気の温度が常温になるようにします。
2.熱風電源スイッチをオフ(0)にします。
3.機械の電源コードを抜くか、メインブレーカーをオフにする。

熱風ノズルの調整
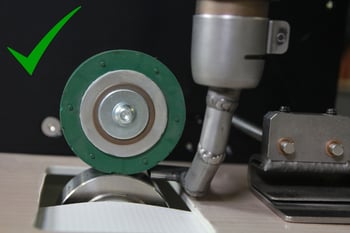
熱風ノズルの配置は、熱風溶接の重要な要素です。ホット・エア・システムがスイングする際、ノズルの先端が溶接ローラーのピンチ・ポイントに直接熱風を吹き付けるようにする必要があります。熱風ノズルを調整する前に、マテリアル・ガイドが取り外されていることを確認してください。
熱風ノズルの調整
熱風ノズルのアライメントをチェックする前に、スピード・ コントロールを低めに設定し、ウェルド・ローラーを閉じる。
- コントロール・レバーをノズル・スイング・イン/アウトの位置に回転させ、熱風ノズルを所定の位置にスイングさせます。ホット・エア・ノズルのスイングが溶接位置に達したら、ウェルド・ローラーに対するホット・エア・ノズルの配置を確認し、コントロール・レバーをスタート位置に戻します。
- ノズルが溶接ローラーと正対していることを確認し、ローラーのピンチ・ポイントに直接、まっすぐに吹き付ける。
- 熱風ノズルの高さがピンチポイントより高かったり低かったりする場合は、調整が必要です。
- ノズルのアライメントを調整するには ノズルのアライメントを調整するには、まずウェッジをホームポジションにする必要があります。
- ノズルを熱風システムに固定しているプラスネジ1本を緩め、調整を進めます。(ヒートシステムが冷えていることを確認します。確認しないと怪我をする恐れがあります)。
- 調整を進め、溶接を開始する。

不良溶接
これは良いウェルドではない。生地は多少溶接されているが、100%とは言えない。このウェルドが受け入れられるようになるには、2つのうちの1つが必要だ。速度を落とすか、熱を加えるかである。

グッド・ウェルド
これは良いウェルドだ。生地は100%溶接されている。縫い目の幅全体にわたって生地が剥離しているのがわかる。

不均一な生地テンション
これは、上側のファブリック・パネルにテンションがかかりすぎている例です。オペレーターは、機械が溶接している間、上下両方のファブリック・パネルに均等な(等しい)張力を保持することが重要です。図のように、緑色のパネルはウェルダーの左側(上)を通り、黄色のパネルは右側(下)を通ります。上側のパネルにテンションを強くかけると、下側のパネルにシワが寄ります。より滑らかな仕上がりになるよう、保持する張力を調整してください。
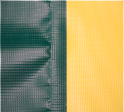
不均一な生地テンション
これは、下側のファブリック・パネルにテンションがかかりすぎている例です。オペレーターは、機械が溶接している間、上下両方のファブリック・パネルに均等な(等しい)張力を保持することが重要です。図のように、緑色のパネルはウェルダーの左側(上)を通り、黄色のパネルは右側(下)を通ります。下側のパネルにテンションを強くかけると、上側のパネルにシワが寄ります。より滑らかな仕上がりになるよう、保持する張力を調整してください。

パーフェクトシーム
これは完璧な縫い目の例である。うねり、しわ、パッカーはない。熱、スピード、圧力、そしてオペレーターのテンションが完璧なのだ。
.png?width=318&name=1%E2%80%9D%20Hem%20(25mm).png)

.png?width=318&name=1.5%E2%80%9D%20Hem%20(38mm).png)
10.0 メンテナンス
Miller Weldmaster T2には、マシンを可能な限り効果的に稼動させるためにメンテナンスが必要な項目がある。T2 には、マシンのウェルド・ローラーとトラベル・ローラーを駆動するためのチェーンが 1 つあります。メンテナンス頻度の高い項目ではありませんが、チェーンは3カ月に1度点検する必要があります。 し、過度の腐食や錆、汚れがないことを確認してください。また、チェン、スプロケット、ギアに緩みがないかも点検する。必要であれば、3ヶ月に一度、80-90wのギアオイルでチェーンとギアに注油する。

1.点検や整備を開始する前に、電源ディスコネクトをオフの位置にするか、切断する必要があります。
2.機械の裏蓋を外し、チェーン、スプロケット、ギア、その他すべての機械部品を点検する。点検の際、表面の摩耗、スプロケットやギアの下の黒っぽいほこり、乾いたチェーン、その他の摩耗の兆候がないかを確認する。
3.必要に応じてチェーン、スプロケット、ギアに注油する。摩耗した部品は必要に応じて交換する。
4.機械系統の点検と整備が終わったら、次に電気系統を点検する。まず、圧縮空気ブローガンでマシン内部を軽く吹き飛ばし、点検を開始する(圧縮空気が完全に乾燥し、汚れていないことを確認する)。電気部品、ワイヤー、ワイヤー端子が黒く変色していないか点検する。
7.点検と整備が終わったら、バックカバーを元に戻し、すべての取り付けボルトを締めます。
11.0 推奨交換部品
Miller Weldmaster は、以下のスペアパーツを在庫しておくことを推奨します:
注意:本機の不適切な使用による損害や怪我について、メーカーは一切責任を負いません。
- ヒートエレメント
- 溶接ローラー
- ノズル", 1.5", 2")
12.0 輸送と保管
生産施設内での輸送
マシンの重量が重いため、Miller Weldmaster 。マシンを持ち上げる際は、不安定な部品ではなくベースを掴んでください。また、怪我をする可能性があるため、ゆっくりと慎重に持ち上げてください。持ち上げる前にすべての部品を固定してください。
生産施設外への輸送
メーカーは、Miller Weldmaster マシンをパレットに載せ、フォークリフトまたは牽引モーターを使用してトラックに積み込むことを要求している。フォークは、重心に沿ってボトム・フレームの下に挿入してください。マシンを持ち上げる前に、必ずすべてのコンポーネントを固定してください。フォークが適切に配置されるよう、ゆっくりと持ち上げる。マシンをパレットまたはトレーラーに固定し、マシンを箱詰めして様々な制御装置や機能を保護する。
ストレージ
製造者は、マシンを使用しないときは常に、余分なほこりや湿気からマシンを保護することを推奨しています。オペレーターは、機械の警告シンボルをよく理解し、機械の潜在的に危険な領域に注意を払う必要があります。
13.0 追加マシンドキュメント