本取扱説明書は、Triad Extreme Seamウェルダーを操作する際のガイドとなることを目的としています。ウェルダーを最適な性能でお使いいただくために、推奨事項および仕様に忠実に従ってください。
目次
- 第1章:はじめに
- 第2章素材のセットアップ
- 第3章操作説明書
- 第4章素材ガイド
- 第5章溶接
- 第6章一般的なメンテナンス
- 第7章ウェッジのクリーニングとホーニング
- 第8章ウェッジの調整
- 第9章ウェッジの交換
- 第10章ウェッジの取り付け
- 第11章トラブルシューティング
- 第12章回路図
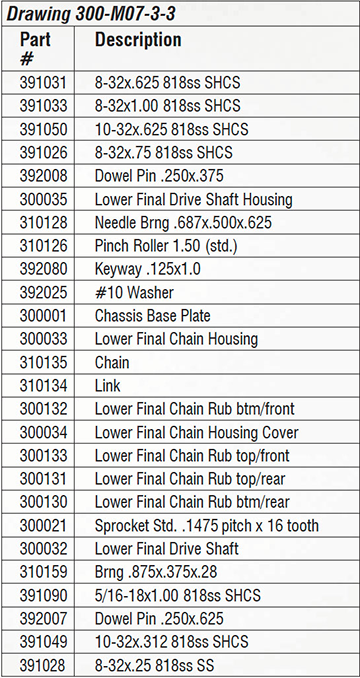
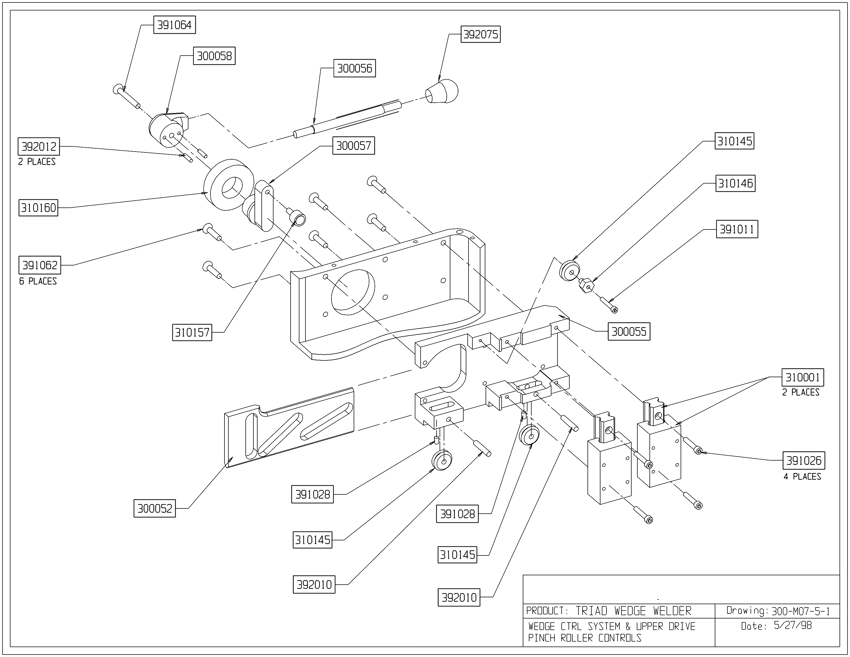
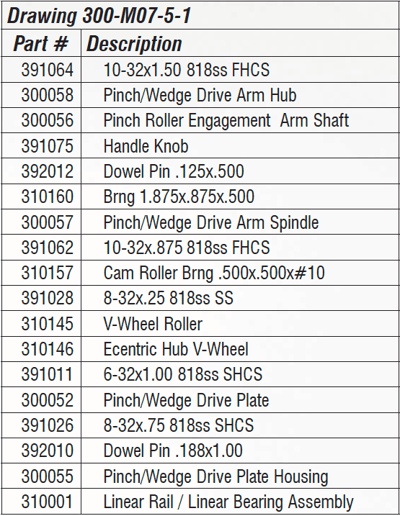
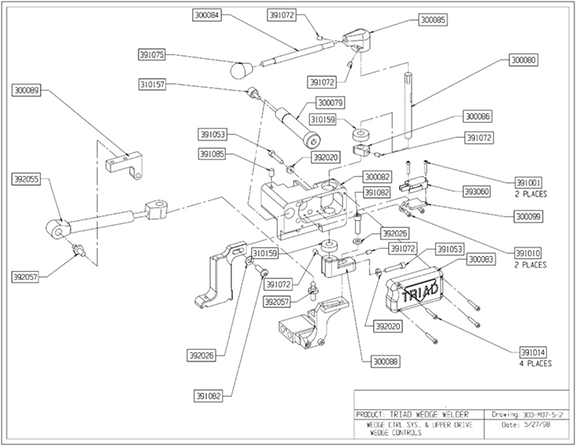
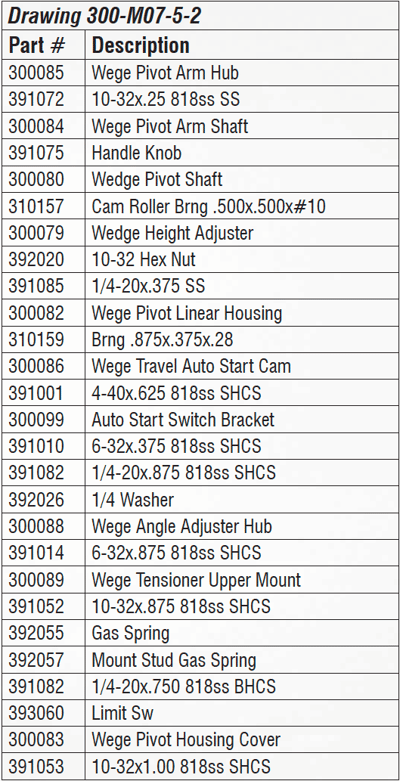
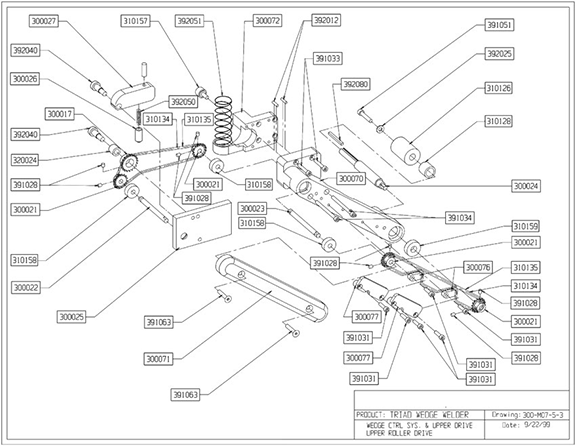
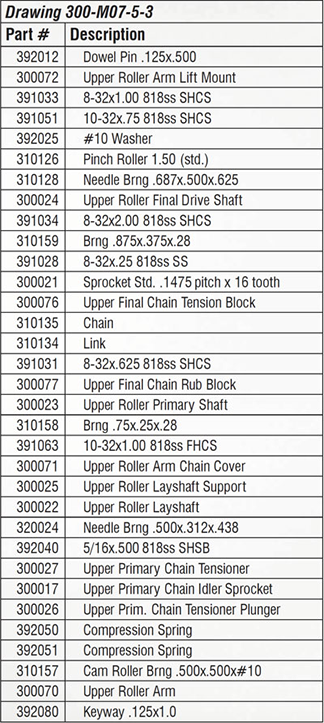
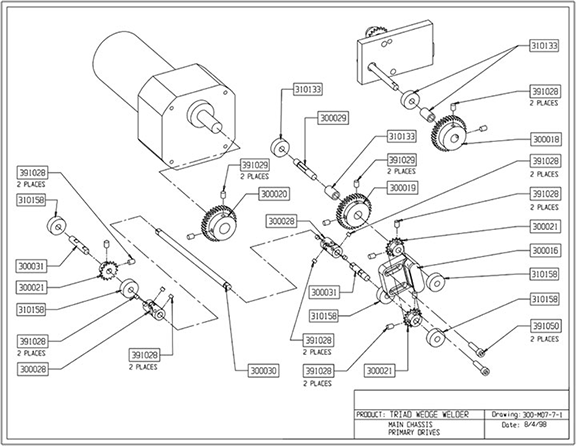
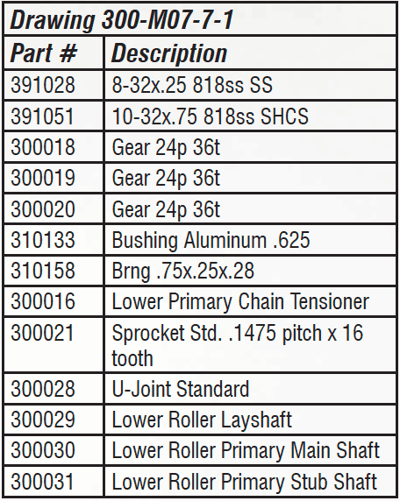
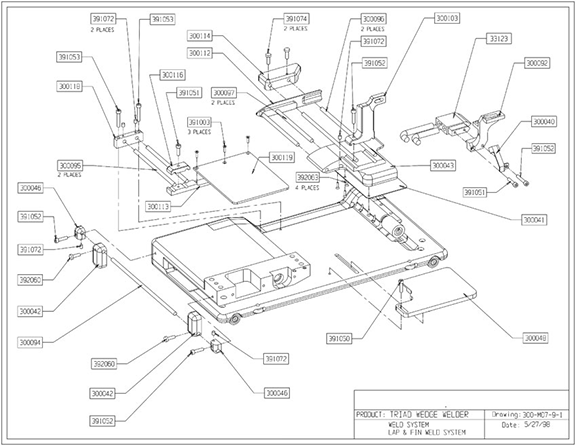
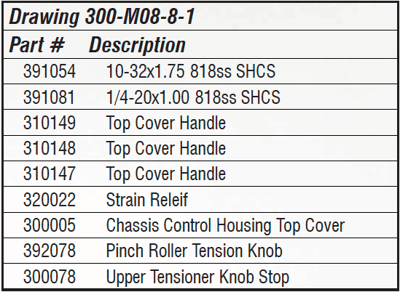
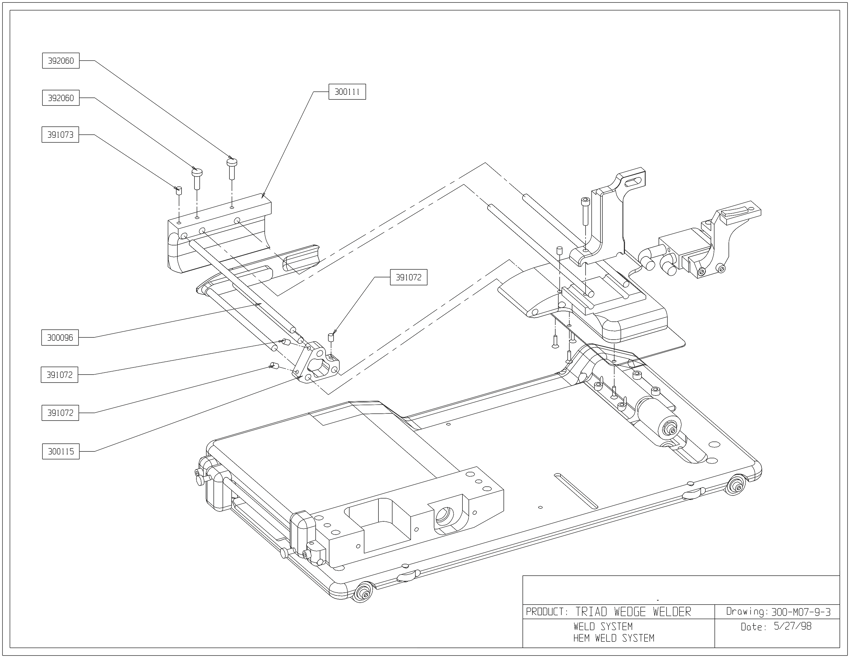
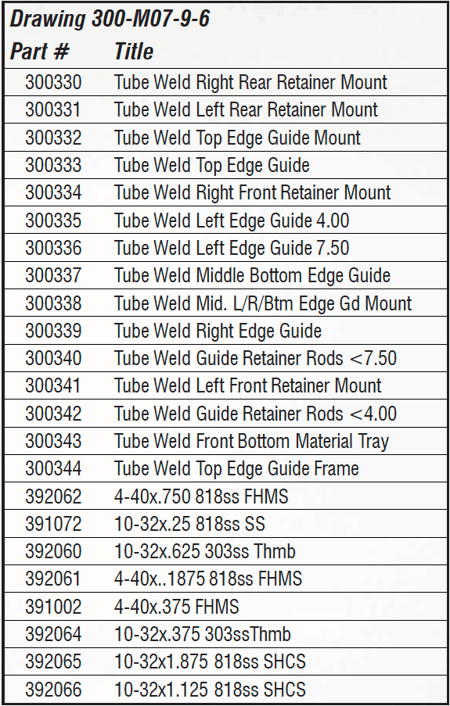
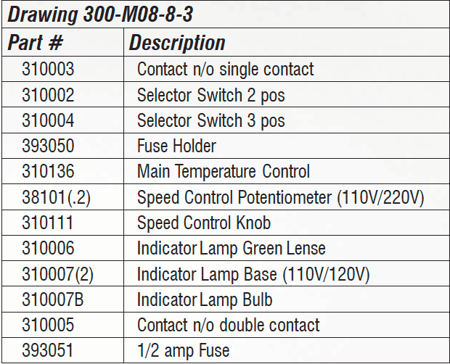
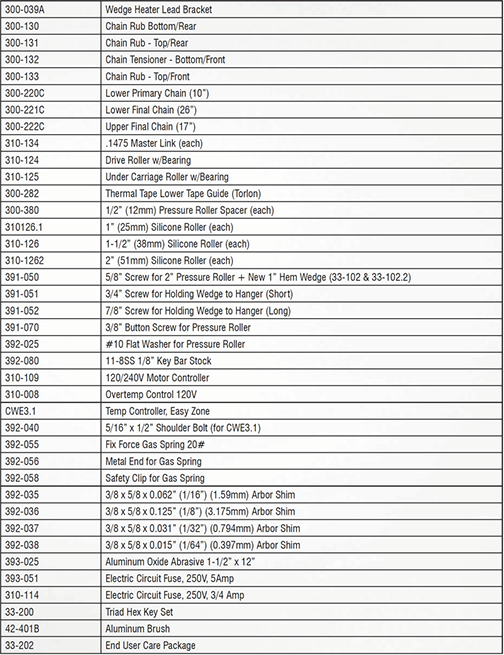
- 第13章よく使われる部品
- 第14章:追加マシン・ドキュメント
本機に関する技術的なお問い合わせは、リゾリューション・センター(1-855-888-WELD)までお電話いただくか、Eメール(英語)でお問い合わせください。 service@weldmaster.com。
1.0 はじめに
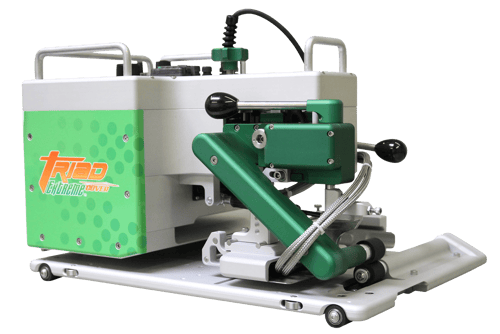
Triad Extreme Seam ホットウェッジ溶接機は、幅広いフレキシブルメンブレンの社内加工用に設計されています。これには、PVC、PP、PE、LDPE、ウレタンなどが含まれますが、これらに限定されません。
溶接可能な材料の厚さも製品によって異なる。通常の範囲は5~100 milの厚さで、支持材でも非支持材でも可能です。
Triadには3種類のガイドが付属している。これにより、オーバーラップ溶接、ヘム溶接、祈り溶接、その他多くの溶接オプションを行うことができる。
Triadはホットウェッジを熱源としている。この方式により、無煙で静かな動作が得られます。また、ウェッジを使用することで、より薄い製品を歪みなく溶接することができます。
Triad は、据え置き型または自動モードで使用することができます。Triad を自動モードで使用する場合は、トラックシステムを推奨します。トラックシステム仕様をご参照ください。
溶接を開始する前に、製品のサンプル溶接を行い、熱、速度、ウェッジのアライメントを正しく設定することをお勧めします。
1.1 使用目的
Triad Extreme Seam Welderは、以下のような溶着可能な熱可塑性プラスチックをヒートシールすることを目的としたホットウェッジ溶着機です:
- ビニール(PVC)ラミネートおよびコーティングされた生地。
- ビニール(PVC)とポリウレタン(PU)フィルム。
- ポリウレタン(PU)およびポリプロピレン(PP)コーティング生地。
- ポリエチレン(PE)。
- 熱可塑性ゴム(TPR)フィルムおよび織物 ポリエステルおよびポリプロピレンの不織布 各種溶接可能ウェビング。
メーカーは認めていない:
- このマシンの他の使い道は?
- 運転中に安全ガードを取り外すこと。
- マシンの不正改造。
- メーカーが承認していない交換部品を使用すること。
 適切な訓練を受けた技術者のみが、定期的な保守点検や修理を行うことができます。機械の修理
適切な訓練を受けた技術者のみが、定期的な保守点検や修理を行うことができます。機械の修理
注意:本機の不適切な使用による損害や怪我について、メーカーは一切責任を負いません。
2.0 素材のセットアップ
素材はできるだけ平らな状態にし、床やテーブルの上に置く。ほとんどの素材、特に薄い素材では、シワを伸ばしたり、引っ張ったりするのが好ましい。テーブルの上で機械の中や横にシートメタルを使用することで、磁石を使って材料を位置決めし、保持することができる。テーピングをするのも良い方法である。
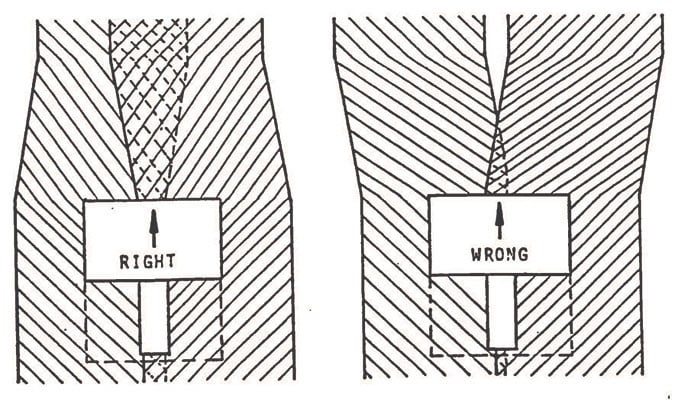
オーバーラップ溶接を行う場合は、常に最終溶接幅 よりも多くの材料をオーバーラップさせること。例 例:溶接幅が1-1/2インチの場合、材料の端を2 ~2.5インチ重ねる。本機とフロント・ガイドが、希望のオーバーラップ位置ま で素材を押し進めます。素材が正しくオーバーラップされていなかったり、 適切な位置にない場合、機械は希望のオーバーラップ・ ウエルドを行いません。下のサンプルを参照。
3.0 操作説明書
以下の手順は、ウェッジ調整とガイド調整の手順を行った後にのみ行ってください。
-
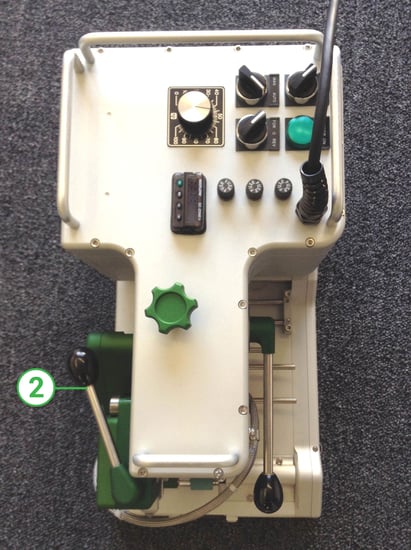
赤い電源スイッチ#3を引き上げてマシンの電源を入れます。緑の電源ランプ#4が1秒遅れて点灯します。緑色のランプは、マシンに電源が供給されていることを示すために点灯したままになります。(赤い電源スイッチ#3を押し下げるとマシンはオフになります。)
-
温度コントローラー#7は、緑色の電源ランプが点灯した後、1~2秒遅れて点灯します。工場出荷時、単位は摂氏で設定されています。セットボタンを押したまま、希望の温度に達するまで上ボタンまたは下ボタンを押してください。加熱時間はわずか1~2分です。サンプル溶接の場合、コントローラーを400℃に設定します。
-
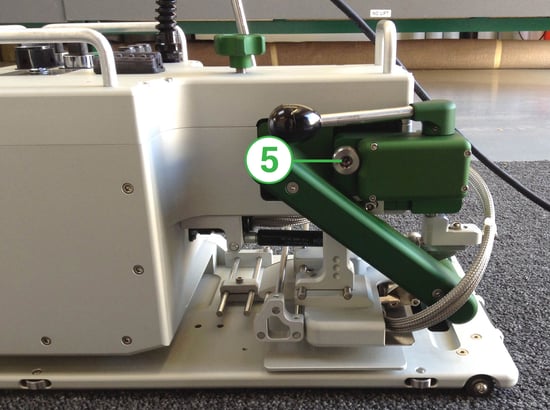
For/Rev スイッチ #5 を Forward の位置に設定します。これは、マシンとドライブ/加圧ローラーの移動方向を示します。
-
人/自動スイッチ #2 を自動位置に設定します。これにより、ウェッジが溶接位置に移動すると、ドライブ/加圧ローラーが作動または始動します。
-
ドライブホイールアッセンブリー#10を下部プレッシャーローラーの下にスイングさせる。これでマシンは自動で動くようになります。ドライブホイールアセンブリを取り外すと、マシンは静止モードで使用できます。
-
#その1はスピードコントロール。毎分0~30フィートの範囲で調整可能です。通常の設定は30から60の範囲で、12から30ミルの商品用です。
-
#8番が圧力ノブ。素材の厚みに応じて、圧力を強くしたり弱くしたりすることができます。
-
適切なガイドを取り付けた状態で材料を機械に挿入し、圧力ホイールハンドル#9を閉じます。
-
ウェッジ係合ハンドル#11 を機械に向かって振り込むと、自動的に Triad が前進を開始し、ウェッジが材料に係合する。
-
適切な溶接ができることを確認できるまで、スピードコントロールを上下に調整する。


5.2 ヘム溶接
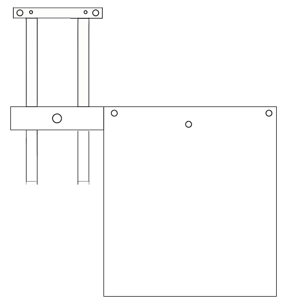
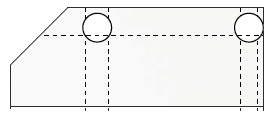
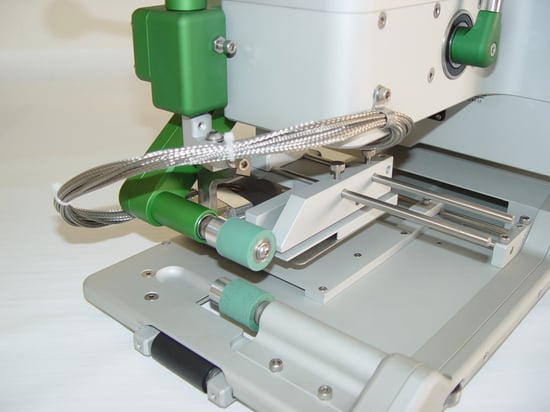
ヘムガイド#2を3本のステンレス棒の上に、外側のホーンガイド#3までスライドさせます(図#1)。蝶ネジ(B)(図#1)を締め、外側のホーンガイドとヘムガイドを一体に動かします。これにより、溶接するヘムのサイズが決まります。ヘムスライド#4(図#2)を押して、希望のヘム幅またはサイズにします。これが完了したら、蝶ネジ(C)(図#1)を締めて所定の位置にロックします。
5.3 祈りまたはフィン溶接
プ レ ー ヤ ー ガ イ ド #5 を 溶 接 ホ ー ン の 下 に 設 置 し 、キ ー を ス ロ ッ ト に 入 れ ま す 。適切な位置合わせが完了したら、付属のネジで固定します。

5.4 フロントガイド
フロント・ガイド#6は調整可能で、溶接工程に入る前 に、材料をあらかじめ整列させることができます。これにより、作業者は材料を機械に適切に送り込むことができます。

6.0 メンテナンス全般
Triad Extreme Welderの一般的なメンテナンスは、毎年行う必要があります。
チェーンとスプロケットの過度の磨耗を防ぐため、チェーンの張りをチェックすること。発泡性のチェーン潤滑剤を使用すると、チェーンにまとわりつき、チェーンの寿命が延びる。
ピンチローラーは、切り傷、平らな点、焼け跡などがあれば交換する必要がある。
ウェッジ調整は、溶接を行う前に毎日チェックする必要が ある。作業者は、最良の溶接品質を得るために、ウェッジ調整 のすべてを熟知しておく必要がある。ハードウェアに緩みがないか点検してください。金具が緩んでいると、溶接の度にウェッジ調整が変 化する可能性があります。
正確な溶接とウェッジの長寿命化のために、ウェッジは定期的に洗浄し、ホーニングする必要があります。
クリーニング:ウェッジのクリーニングは毎日行うこと。ウェッジのクリーニングには2つの方法がある。
-
加圧ローラーを上位置にし、ウェッジを溶接位置にした状態で、付属の真鍮ブラシを使用し、ウェッジの上部と下部を清掃します。これは毎回の溶接後、または必要に応じて行うことができます。
-
ウェッジを洗浄する2つ目の方法は、温度を510℃まで上げて5~10分間行うことである。こうすることで、ウェッジ上の残留物が焼かれ、剥がれ落ちる。真鍮ブラシを使って取り除く。
ホーニング:ウェッジに摩耗の兆候がある場合は、ウェッジホーニングを行うべきである。これは、ウェッジの不均一な溶接、丸みを帯びたエッジ、角などで明らかになる。
-
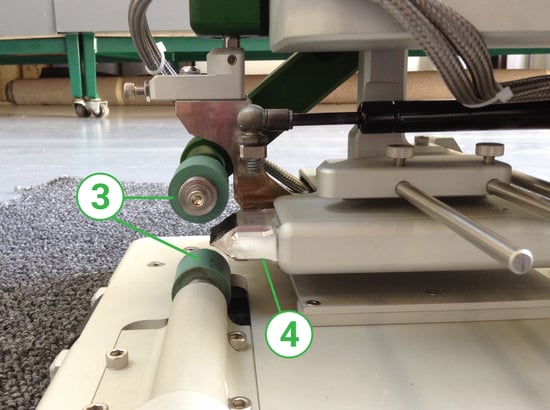
滑らかなスチール製ローラーをマシンに取り付ける(シリコン製ローラーをマシンに取り付けたままウェッジを磨かないでください)。
-
正逆スイッチをリバースポジションにする。
-
ウェッジを溶接位置に振り、ローラーを閉じる。
-
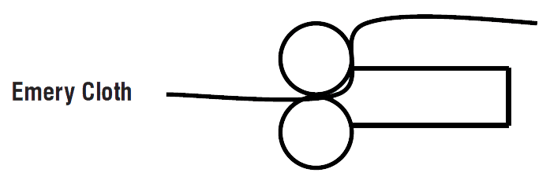
付属の目の細かいエメリークロスを取り、ウェッジ上部のローラーに通す。このステップをウェッジの下側でも繰り返す。
-
ウェッジの長さが均等になるまで、ステップ4を上下に繰り返す。
-
ホーニングをしてもウェッジが真直ぐにならない場合は、ウェッジ調整の項を参照してください。ホーニングと調整の組み合わせが必要な場合があります。
適切な溶接を行うには、適切なウェッジ・アライメントが不可欠です。ユニットは工場でプリセットされています。実際に使用する前に、サンプル溶接を行う必要が あります。サンプル・ウェルドが片側のみ良好であったり、部分的 にしかウェルドされていない場合は、ウェッジがローラーに 合っていないか、正方形でないことを意味し、アライメント調整が必 要です。本機で作業する前に、電源プラグを抜き、ウェッジが冷え ていることを確認してください。
1.加圧ローラーハンドル #1 を下に引きます。圧力ローラーが閉じます。

2.ウェッジ・ハンドル#2 をこの状態でスイングすると、ウェッジがローラーと噛み合う。ウェッジ#4は、両側のローラー#3にぴったりとはまり、中央に来るようにします。
3.ウェッジをローラー間の中心に置くには、ネジ#5を回します。必要なのは1/8か1/4回転だけです。回転させないでください。プレッシャー・ローラー・ハンドルをゆっくりと上下に動かして、センタリング調整を確認します。ウェッジ・ハンドルを上下に動かして、適切な位置を確認してください。
4.調整ねじ#6は、ウェッジを中心軸上で左右に動かします。ロックねじ#8を緩めて調整します。ロックナット#7を緩め、調整ネジを時計回りに回すとウェッジの右側が入り、反時計回りに回すと左側が入ります。正しく調整できたら、ロックねじとロックナットを締めます。
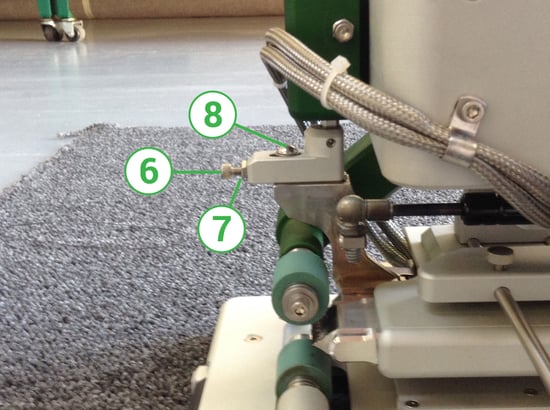
5.ウェッジ・ストップ・スクリュー#9は、ウェッジを溶接位置に配置 する際に、ウェッジの移動を止めます。ロック・ナット#10 を緩め、調整ねじ を適切な位置まで回す。ウェッジの端が、両端のローラーにぴったりと正方形に収まるようにします。

作業を進める前にテスト溶接を行ってください。ウェッジが熱いうちに微調整を行うことができます。シリコンが歪むので、材料を機械に入れずにホット・ウェッジをシリコン・ローラーに長時間入れないでください。
注意 厚みのある製品(30mil以上)の場合、ウェッジを裏抜きして材料に余裕を持たせる必要がある場合があります。ホーニングや調整が効かなくなったら、ウェッジを交換すること。時間が経ってヒーターが故障した場合、ヒーターは簡単に取り外せないことがあります。ウェッジとヒーターは、ほとんどの場合、一緒に交換する必要があります。
-
マシンのプラグを抜き、ウェッジが冷えていることを確認する。
-
ハンガー・ブラケット・スクリュー#11 を取り外し、ウェッジ・ハウジング・アセンブリー#14 を取り外します。
-
ヒーターコネクタ #12 のネジを緩めて外します。
-
両方のウェッジスクリュー#13を外し、ウェッジを取り外します。
-
新しいウェッジをウェッジネジで取り付けます。ヒーターコネクタを取り付け、ウェッジを再度取り付けます。
-
ハウジングの中央にネジ#11 を取り付け、締めます。
-
ウェッジのアライメントが必要な場合がありますので、ウェッジ調整の項をご参照ください。

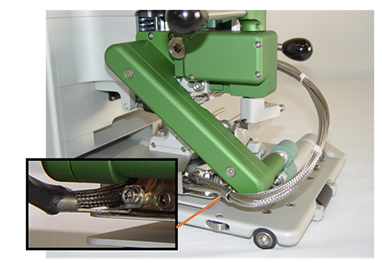

クリップとネジを使用し、ヒーターワイヤーの周囲に取り付け、Triad 本体に取り付けます。完全に締め付けないでください。
ホットウェッジを Triad 本体のレセプタクルに電気的に接続する。接続したら、ヒーターワイヤーを快適に曲げ、クリップに適切に配置する。ウェッジを溶接位置から出し入れし、Triad 背面への巻き付けが快適であることを確認します。完了したら、クリップを締めて固定します。

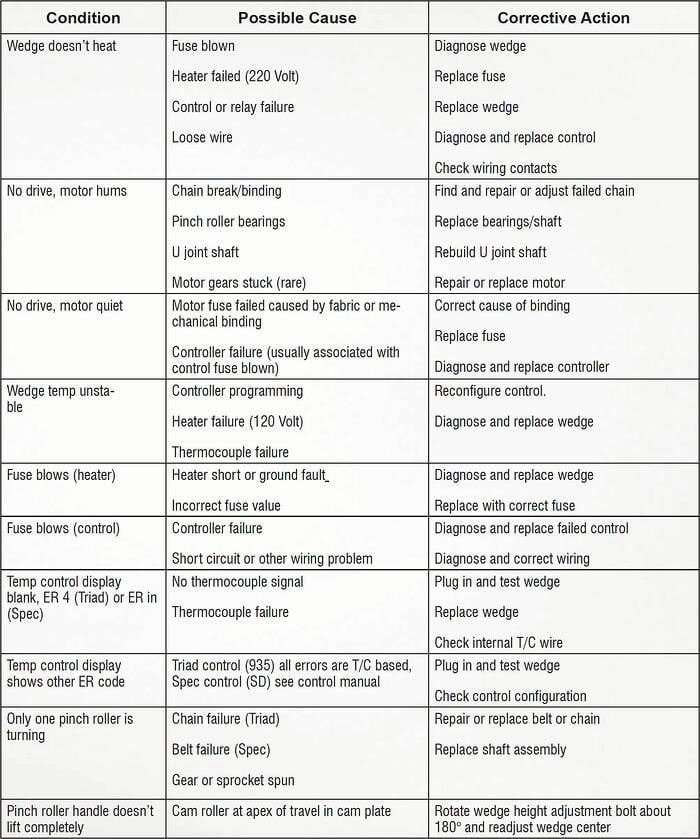
11.0 トラブルシューティング