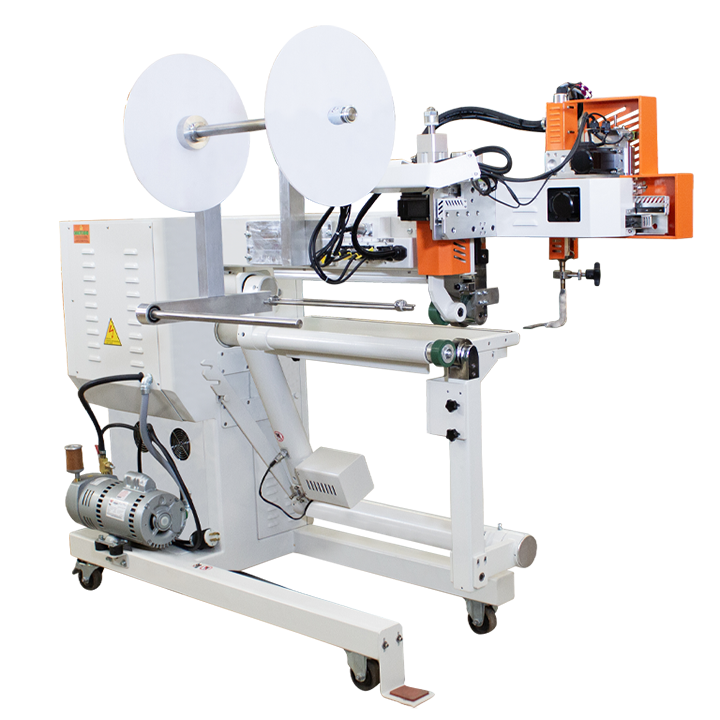
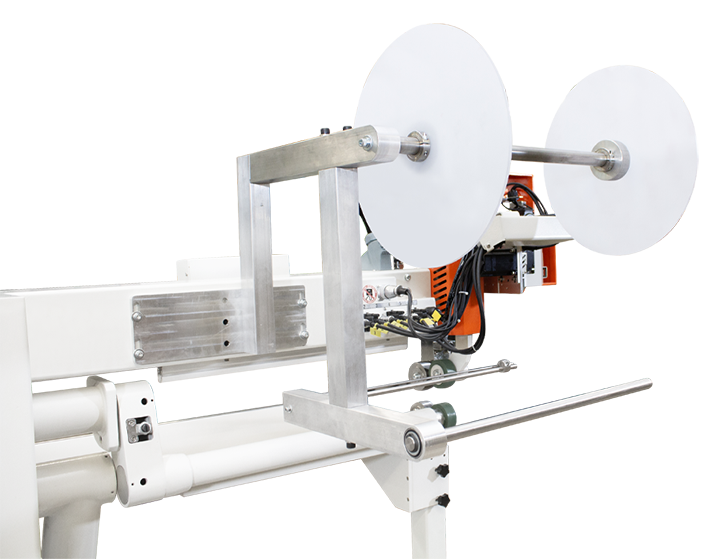
T300 Curve 曲面や複雑な曲面で正確な溶接を実現する理由
T300 Curve 、従来のウェルダーが苦戦しがちなダブル・ウォール・ インフレータブルの曲面や輪郭に対応できるよう、特別に設計され ています。高度なホット・ウェッジおよびウェッジ溶接機機能を含む、独自に設計された溶接ヘッドと精密な熱および圧力制御により、シームの完全性を犠牲にすることなく複雑な形状に追従することができます。
高度な溶接技術により、曲線や不規則な形 状でも均一な溶接溶け込みとエッジ・アライメントが 確保されるため、T300はダブル・ウォール素材 の気密性の高い高強度シームの製造に最適です。
膨張式空気構造および製品のシーム精度の利点
正確な継ぎ目は、インフレータブル製品の構造的完全性を維持し、空気漏れを防ぎ、製品寿命を延ばすために非常に重要です。T300は、タイトで信頼性の高い溶接を実現し、製品の寿命を延ばします:
-
連続的なストレスに対する耐久性が高い
-
海洋環境や高圧環境における安全性の向上
-
修理や故障率の低減による長期的なコスト削減
T300 Curve およびT300エクストリームカーブマシンは、耐久性のある2Dおよび3Dインフレータブルを製作するために不可欠な、気密性と防水性を備えたシームを作成するために特別に設計されています。
ユースケースの例:
T300 Curve 溶接機の高度な機能
デジタル制御によるシーム溶接の安定性
T300は、直感的なタッチスクリーンインターフェースを備え、プログラム可能な設定により操作を簡素化し、再現性を向上させます。オペレーターは、異なる材料や製品に対して特定のレシピを保存し、呼び出すことができるため、生産工程全体にわたって一貫した性能を確保することができます。
これらのコントロールは、オペレーターのミスを減らし、トレーニング時間を最小限に抑え、各作業に合わせた機械のセットアップをスピードアップするのに役立つ。
操作性を高める調整可能な溶接アーム
際立った特徴のひとつは、調整可能な溶接ヘッドとアームで、狭く入り組んだ溶接部へのアクセスが向上します。小さなインフレータブル・チューブの内部で作業する場合でも、複雑な構造物の継ぎ目で作業する場合でも、調整可能なコンポーネントのおかげで位置決めが楽に行えます。
この調整機能は、作業者の快適性を高めると同時に、各溶接の精度と効率を向上させます。
工業用インフレータブル製品製造の用途
インフレータブルSUP、ラフト、カヤックに最適なシーム溶接機
T300 Curve 、アウトドアおよびマリン製品メーカーに比類ないシーム強度と柔軟性を提供します。スタンドアップパドルボード、インフレータブルカヤック、業務用ラフトなど、このマシンは圧力下でも気密性と水密性の高い縫い目を実現します。
正確な溶接は、特にオープンウォーターや険しい地形などの厳しい環境において、すべての製品が性能と安全性の期待に応えることを保証します。
カスタムインフレータブル・ストラクチャーや建築用エアフォームに最適
T300は、イベントドーム、インフレータブルビル、ミリタリーシェルターなどのカスタムインフレータブルの製造にも広く使用されています。適応性の高い溶接部品と材料処理能力により、複雑な設計も簡単に実行できます。さらに、T300は、ユニークな形状のインフレータブルの気密性と防水性に優れたシームを作ることができるため、2Dと3Dの両方の設計に最適です。
、プログラム可能な溶接設定とアクセサリ・オプションによってカスタマイズがサポートされるため、ユーザーはマシンを独自の構造や仕様に合わせることができます。また、本機は複数のシーム構成を備えており、オペレーターは異なるシーム・タイプに合わせてガイドを素早く変更できるため、さまざまな溶接用途における効率と適応性が向上する。
T300 Curve生産効率を高める
品質を損なうことなく溶接時間を短縮
効率的なヒートシステムと自動制御により、T300は高品質な結果を維持しながら高速溶接を実現します。実際のユーザーからの報告では、シーム品質や構造性能を犠牲にすることなく、大量注文のリードタイムを短縮しています。
このためT300は、不必要な労力や時間を増やすことなく生産規模を拡大しようとするメーカーにとって理想的な選択肢となる。
自動化と使いやすさで人件費を削減
T300は操作が簡単なように設計されているため、新しいオペレーターの学習曲線が短縮されます。デジタル・インターフェイス、自動材料供給、ガイド付き溶接パスにより、オペレーターは経験が浅くても、高品質のシームを迅速に作成できます。
ROIを最大化しながら人件費の削減を目指す成長中の製造業者にとって、再現性の高い結果とトレーニングの必要性の低さは、賢明な投資となる。
膨張式シーム溶接ソリューションにウェルドマスターを選ぶ理由
数十年にわたる業界の専門知識とグローバルな信頼
50年以上の経験を持つMiller Weldmaster 、世界中の熱溶接ソリューションにおいて信頼される企業となっています。当社の顧客は、海洋、レクリエーションから軍事、緊急対応に至るまで、幅広い業界に及んでおり、お客様のビジネス・ニーズをサポートする独自の体制を整えています。
私たちは機械だけでなく、あらゆる段階で専門家の指導による完全なソリューションを提供します。
シーム溶接を成功させるための継続的なサポート、サービス、トレーニング
当社のコミットメントは販売だけにとどまりません。遠隔診断、オンサイト・トレーニング、サービス・プラン、技術者のグローバル・ネットワークを通じて、継続的なサポートを提供します。
当社は、お客様のスタッフが各種溶接機を効果的に操作およびメンテナンスできるように、溶接機器の適切な設置と包括的なトレーニングを重視しています。このような販売後のパートナーシップにより、生産台数の増加や複雑な製造のトラブルシューティングにかかわらず、T300マシンを今後何年にもわたって最大限にご活用いただけます。
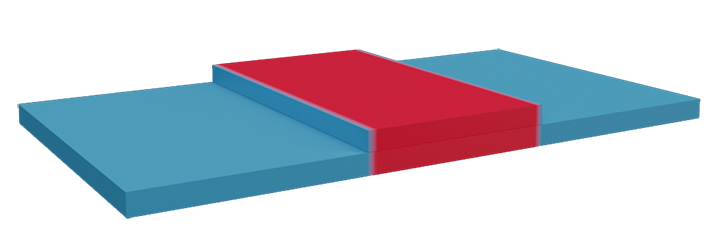 バットシーム
バットシーム 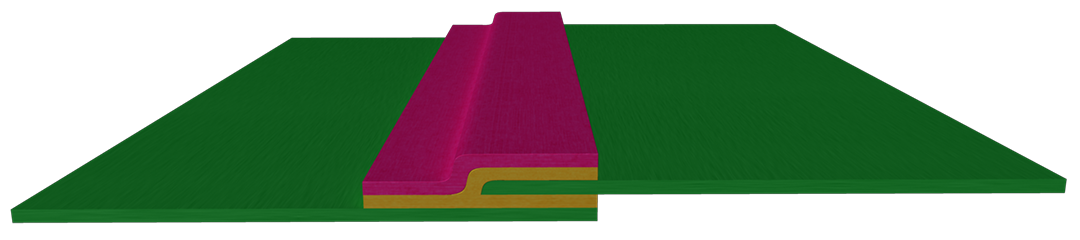 カバーストリップ
カバーストリップ 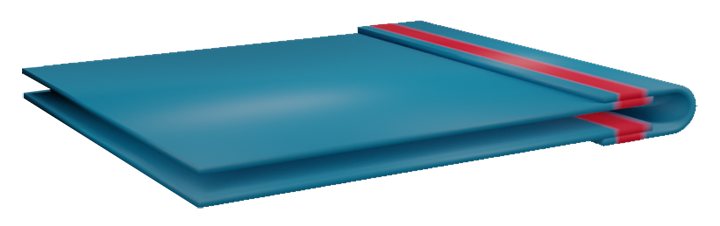 ドロップステッチ
ドロップステッチ 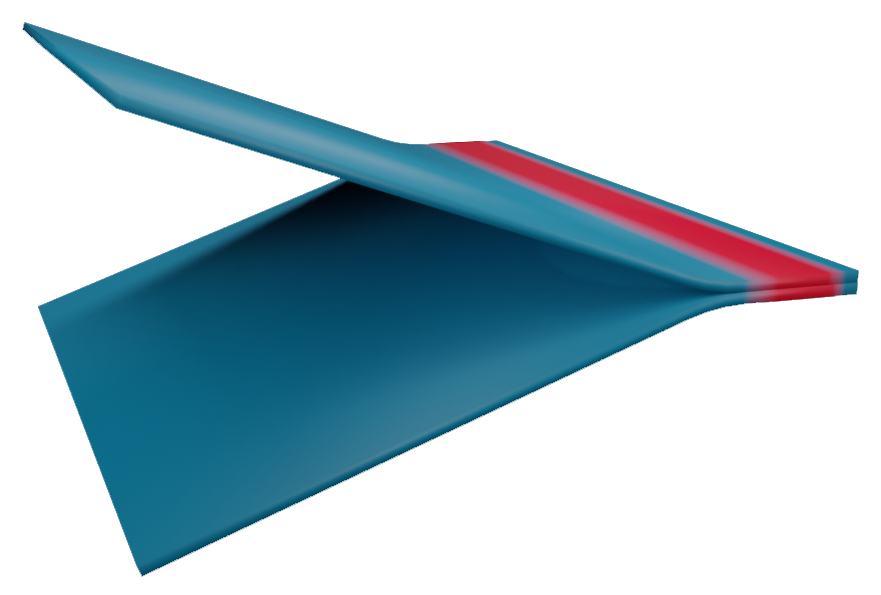 フィン・プレーヤーシーム
フィン・プレーヤーシーム 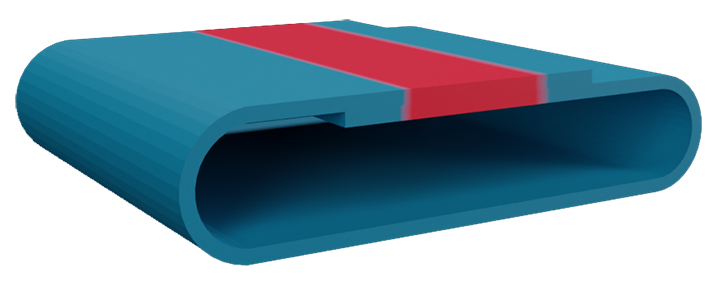 フラットシーム管
フラットシーム管 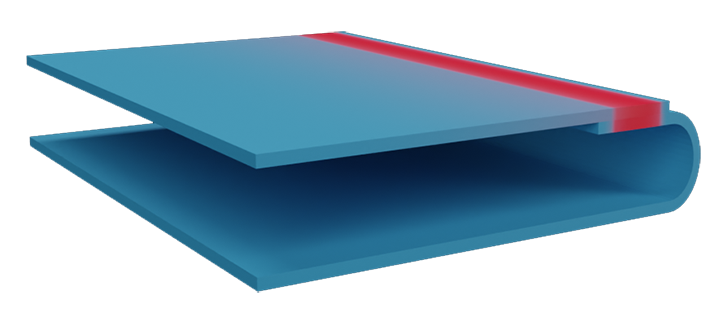 フォールド・オーバーラップ
フォールド・オーバーラップ 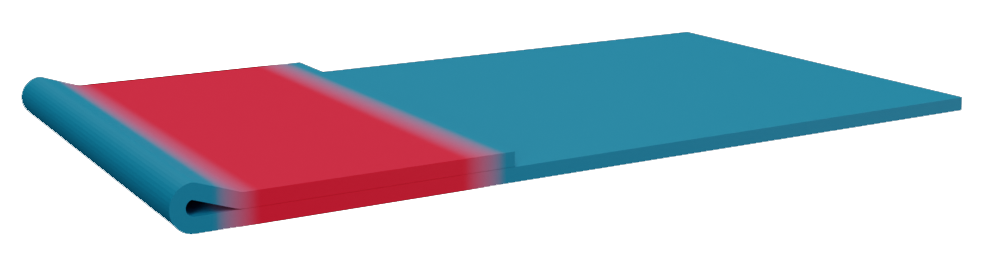 ヘム
ヘム 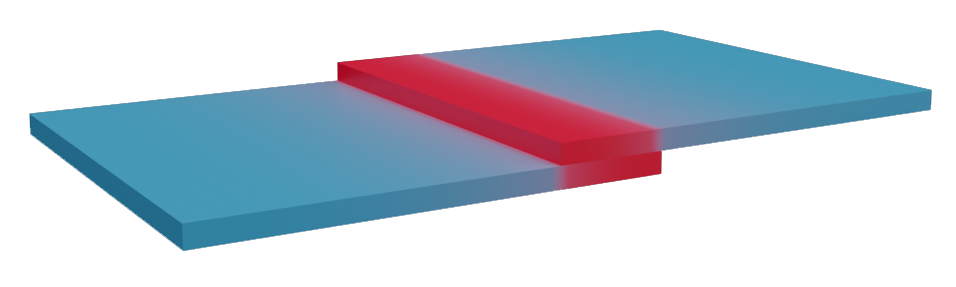 オーバーラップ
オーバーラップ 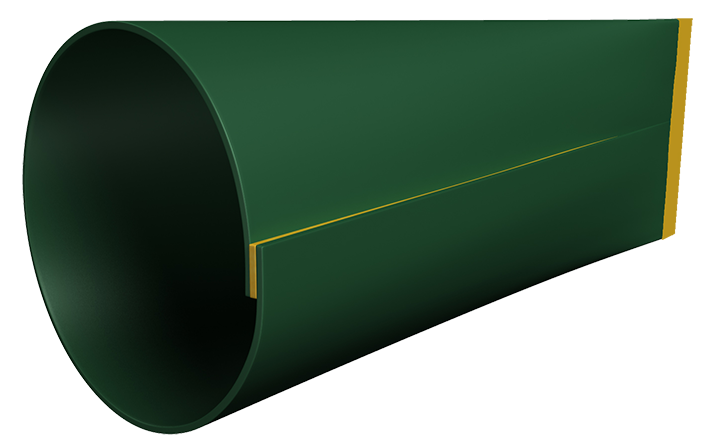 チューブ
チューブ 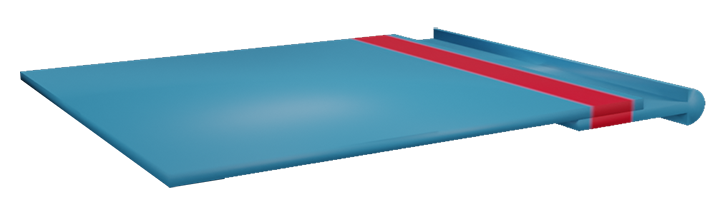 押し出しビーディング
押し出しビーディング 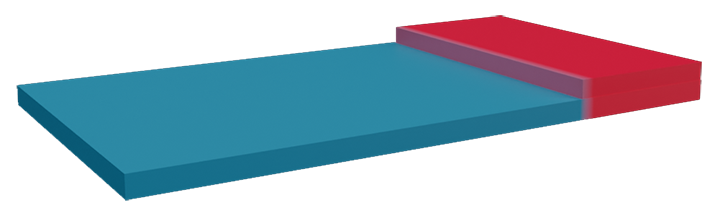 ウェビング - SEG
ウェビング - SEG